pharmaceutical molecular distillation
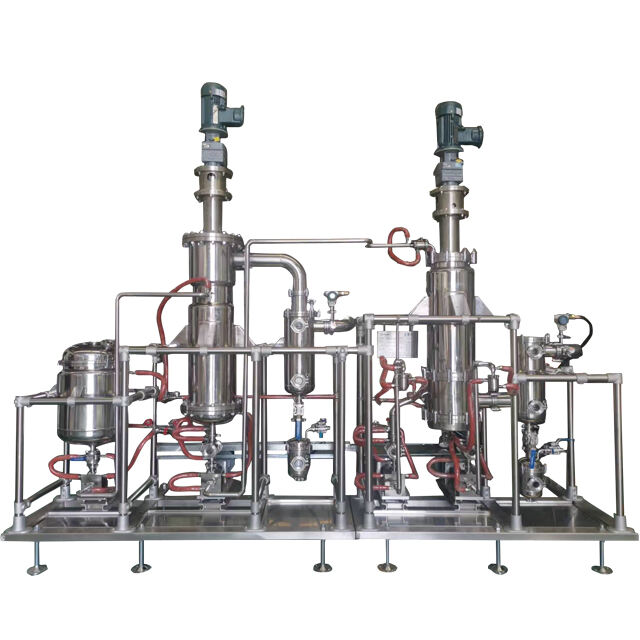
Pharmaceutical molecular distillation represents a cutting-edge separation technology specifically designed for the purification and refinement of heat-sensitive pharmaceutical compounds. This sophisticated process operates under high vacuum conditions at extremely low temperatures, enabling the separation of molecules based on their mean free path differences rather than traditional boiling point variations. The pharmaceutical molecular distillation system utilizes short-path distillation principles, where the distance between the evaporator and condenser surfaces is minimized to reduce thermal exposure and prevent molecular degradation. The main functions of pharmaceutical molecular distillation include the purification of active pharmaceutical ingredients, removal of impurities and contaminants, concentration of valuable compounds, and separation of complex molecular mixtures. The technology features precise temperature control systems, ultra-high vacuum chambers, and specialized evaporator surfaces that ensure optimal separation efficiency. Key technological characteristics include operating pressures as low as 0.001 mbar, evaporator temperatures ranging from 50°C to 300°C, and residence times measured in seconds rather than hours. The pharmaceutical molecular distillation equipment incorporates advanced materials such as stainless steel construction, glass-lined surfaces, and specialized heating elements that maintain product integrity throughout the process. Applications span across various pharmaceutical sectors including vitamin purification, steroid separation, essential oil refinement, and the processing of thermally unstable compounds. The technology proves particularly valuable for producing high-purity pharmaceutical intermediates, isolating bioactive compounds from natural sources, and recovering solvents for reuse in manufacturing processes. Modern pharmaceutical molecular distillation systems feature automated control systems, real-time monitoring capabilities, and compliance with stringent pharmaceutical manufacturing standards including GMP requirements.