destilação molecular farmacêutica
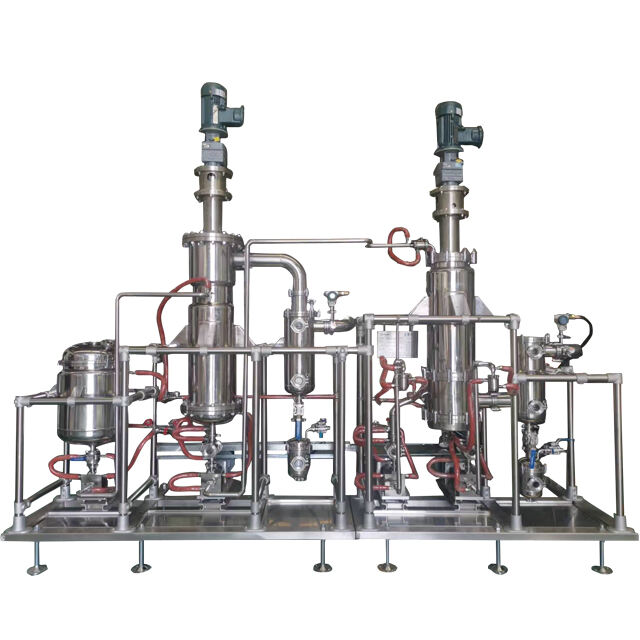
A destilação molecular farmacêutica representa uma tecnologia avançada de separação, especificamente projetada para a purificação e refinação de compostos farmacêuticos sensíveis ao calor. Esse processo sofisticado opera sob condições de alto vácuo e temperaturas extremamente baixas, permitindo a separação de moléculas com base nas diferenças de seu caminho livre médio, em vez das variações tradicionais de ponto de ebulição. O sistema de destilação molecular farmacêutica utiliza os princípios da destilação de curta trajetória, na qual a distância entre as superfícies do evaporador e do condensador é minimizada para reduzir a exposição térmica e evitar a degradação molecular. As principais funções da destilação molecular farmacêutica incluem a purificação de princípios ativos farmacêuticos, a remoção de impurezas e contaminantes, a concentração de compostos valiosos e a separação de misturas moleculares complexas. A tecnologia dispõe de sistemas de controle preciso de temperatura, câmaras de ultra-alto vácuo e superfícies de evaporador especializadas, garantindo eficiência ótima de separação. As características tecnológicas principais incluem pressões de operação tão baixas quanto 0,001 mbar, temperaturas do evaporador variando de 50 °C a 300 °C e tempos de residência medidos em segundos, em vez de horas. Os equipamentos de destilação molecular farmacêutica incorporam materiais avançados, como construção em aço inoxidável, superfícies com revestimento de vidro e elementos aquecedores especializados, que preservam a integridade do produto durante todo o processo. As aplicações abrangem diversos setores farmacêuticos, incluindo a purificação de vitaminas, a separação de esteroides, o refinamento de óleos essenciais e o processamento de compostos termicamente instáveis. A tecnologia revela-se particularmente valiosa na produção de intermediários farmacêuticos de alta pureza, no isolamento de compostos bioativos de fontes naturais e na recuperação de solventes para reutilização nos processos produtivos. Os sistemas modernos de destilação molecular farmacêutica contam com sistemas de controle automatizados, capacidades de monitoramento em tempo real e conformidade com rigorosos padrões farmacêuticos de fabricação, incluindo os requisitos da Boas Práticas de Fabricação (BPF).