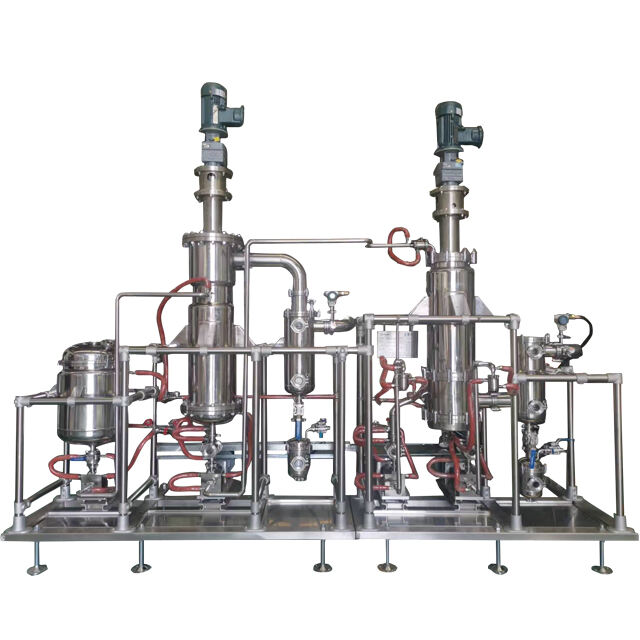
pharmazeutische Molekulardestillation
Die pharmazeutische Molekulardestillation stellt eine hochmoderne Trenntechnologie dar, die speziell für die Reinigung und Aufreinigung wärmeempfindlicher pharmazeutischer Verbindungen entwickelt wurde. Dieses anspruchsvolle Verfahren arbeitet unter Hochvakuumbedingungen bei extrem niedrigen Temperaturen und ermöglicht die Trennung von Molekülen anhand ihrer unterschiedlichen mittleren freien Weglängen statt anhand traditioneller Siedepunktunterschiede. Das pharmazeutische Molekulardestillationsystem nutzt das Prinzip der Kurzwegdestillation, bei der der Abstand zwischen Verdampfer- und Kondensatoroberfläche minimiert wird, um die thermische Belastung zu verringern und einen molekularen Abbau zu verhindern. Zu den Hauptfunktionen der pharmazeutischen Molekulardestillation zählen die Reinigung pharmazeutisch wirksamer Inhaltsstoffe (APIs), die Entfernung von Verunreinigungen und Kontaminanten, die Anreicherung wertvoller Verbindungen sowie die Trennung komplexer molekularer Gemische. Die Technologie zeichnet sich durch präzise Temperaturregelungssysteme, Ultra-Hochvakuum-Kammern und spezialisierte Verdampferoberflächen aus, die eine optimale Trenneffizienz gewährleisten. Zu den wesentlichen technologischen Merkmalen gehören Betriebsdrücke bis hin zu 0,001 mbar, Verdampfertemperaturen im Bereich von 50 °C bis 300 °C sowie Verweilzeiten, die in Sekunden – nicht in Stunden – gemessen werden. Die pharmazeutische Molekulardestillationsanlage besteht aus fortschrittlichen Materialien wie Edelstahlkonstruktion, glasbeschichteten Oberflächen und speziellen Heizelementen, die die Produktintegrität während des gesamten Prozesses bewahren. Anwendungsgebiete umfassen verschiedene pharmazeutische Bereiche, darunter die Reinigung von Vitaminen, die Trennung von Steroiden, die Aufbereitung ätherischer Öle sowie die Verarbeitung thermisch instabiler Verbindungen. Die Technologie erweist sich insbesondere als wertvoll bei der Herstellung hochreiner pharmazeutischer Zwischenprodukte, der Isolierung bioaktiver Verbindungen aus natürlichen Quellen sowie der Rückgewinnung von Lösungsmitteln zur Wiederverwendung in Fertigungsprozessen. Moderne pharmazeutische Molekulardestillationsanlagen verfügen über automatisierte Steuerungssysteme, Echtzeit-Überwachungsfunktionen und erfüllen strenge pharmazeutische Herstellungsstandards, darunter die Anforderungen der GMP.