Funcionamiento continuo y excelencia en escalabilidad
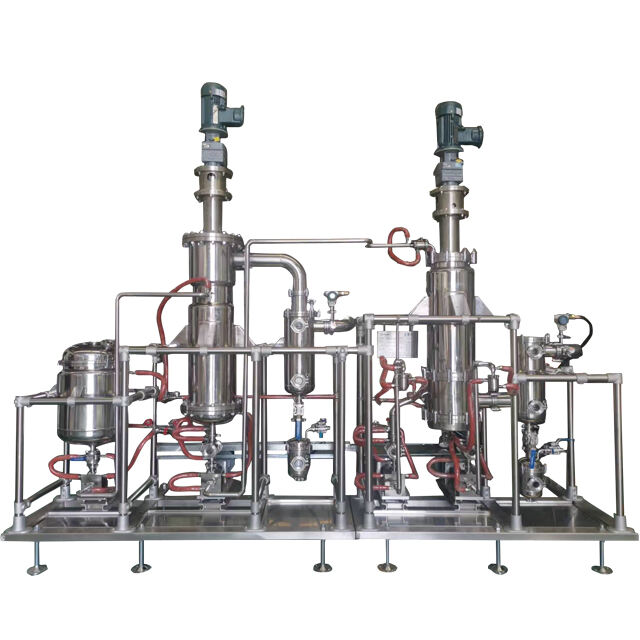
La capacidad de funcionamiento continuo y la excepcional escalabilidad de los sistemas farmacéuticos de destilación molecular ofrecen a los fabricantes una flexibilidad y eficiencia inigualables en los entornos de producción farmacéutica. A diferencia de los métodos de procesamiento por lotes, que requieren paradas e iniciaciones frecuentes, la destilación molecular farmacéutica opera de forma continua durante períodos prolongados, funcionando a menudo las 24 horas del día, los 7 días de la semana, con interrupciones mínimas para mantenimiento rutinario. Este modelo de operación continua aumenta drásticamente la capacidad total de producción, reduce los costos laborales y mejora la eficiencia en la utilización de recursos. La tecnología se escala sin problemas desde aplicaciones de investigación en laboratorio, que procesan miligramos de material, hasta sistemas industriales completos que manejan toneladas diarias de compuestos farmacéuticos. Esta ventaja de escalabilidad permite a las empresas utilizar idénticos principios de separación durante todo el ciclo de vida del desarrollo del producto, desde la investigación y el desarrollo iniciales, pasando por los estudios en planta piloto, hasta la producción comercial completa. El diseño de los equipos de destilación molecular farmacéutica incorpora componentes modulares que permiten la expansión de la capacidad sin necesidad de reemplazar completamente el sistema, protegiendo así las inversiones iniciales de capital y adaptándose a las crecientes demandas de producción. El diseño de operación continua elimina las pérdidas de tiempo asociadas a los ciclos de calentamiento, enfriamiento y limpieza típicos de los procesos por lotes, lo que resulta en tasas significativamente más altas de utilización de los equipos. Las mejoras en la eficiencia del proceso derivadas de la destilación molecular farmacéutica continua suelen superar el 40 % en comparación con sistemas equivalentes de procesamiento por lotes, afectando directamente los costos de producción y los plazos de entrega. La tecnología admite múltiples estrategias de alimentación, incluidas la alimentación líquida continua, la alimentación en fase vapor y la alimentación en fase mixta, brindando flexibilidad operativa para distintas aplicaciones farmacéuticas. Los avanzados sistemas de control de proceso mantienen condiciones óptimas de operación durante ciclos prolongados de producción, garantizando una calidad constante del producto independientemente de la duración de la operación. La naturaleza continua de la destilación molecular farmacéutica permite la monitorización en tiempo real de la calidad y ajustes inmediatos del proceso, reduciendo el riesgo de producir materiales fuera de especificación. Los beneficios en eficiencia energética derivados de la operación continua incluyen menores requerimientos energéticos para el arranque y sistemas optimizados de recuperación de calor que capturan y reutilizan la energía térmica. La excelencia en escalabilidad se extiende también a los requisitos de instalación, ya que los sistemas de destilación molecular farmacéutica suelen requerir un 50 % menos de superficie útil que configuraciones convencionales equivalentes de destilación, al tiempo que ofrecen un rendimiento de separación superior. La programación del mantenimiento se vuelve más predecible y rentable con los sistemas de operación continua, pues el mantenimiento rutinario puede planificarse durante las paradas programadas sin afectar la capacidad total de producción. La combinación de operación continua y escalabilidad convierte a la destilación molecular farmacéutica en una tecnología ideal para empresas que planean un crecimiento a largo plazo en los mercados de fabricación farmacéutica.