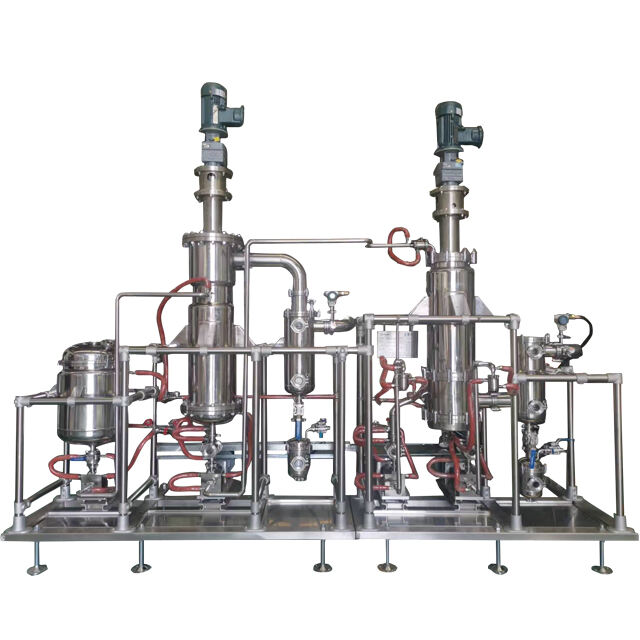
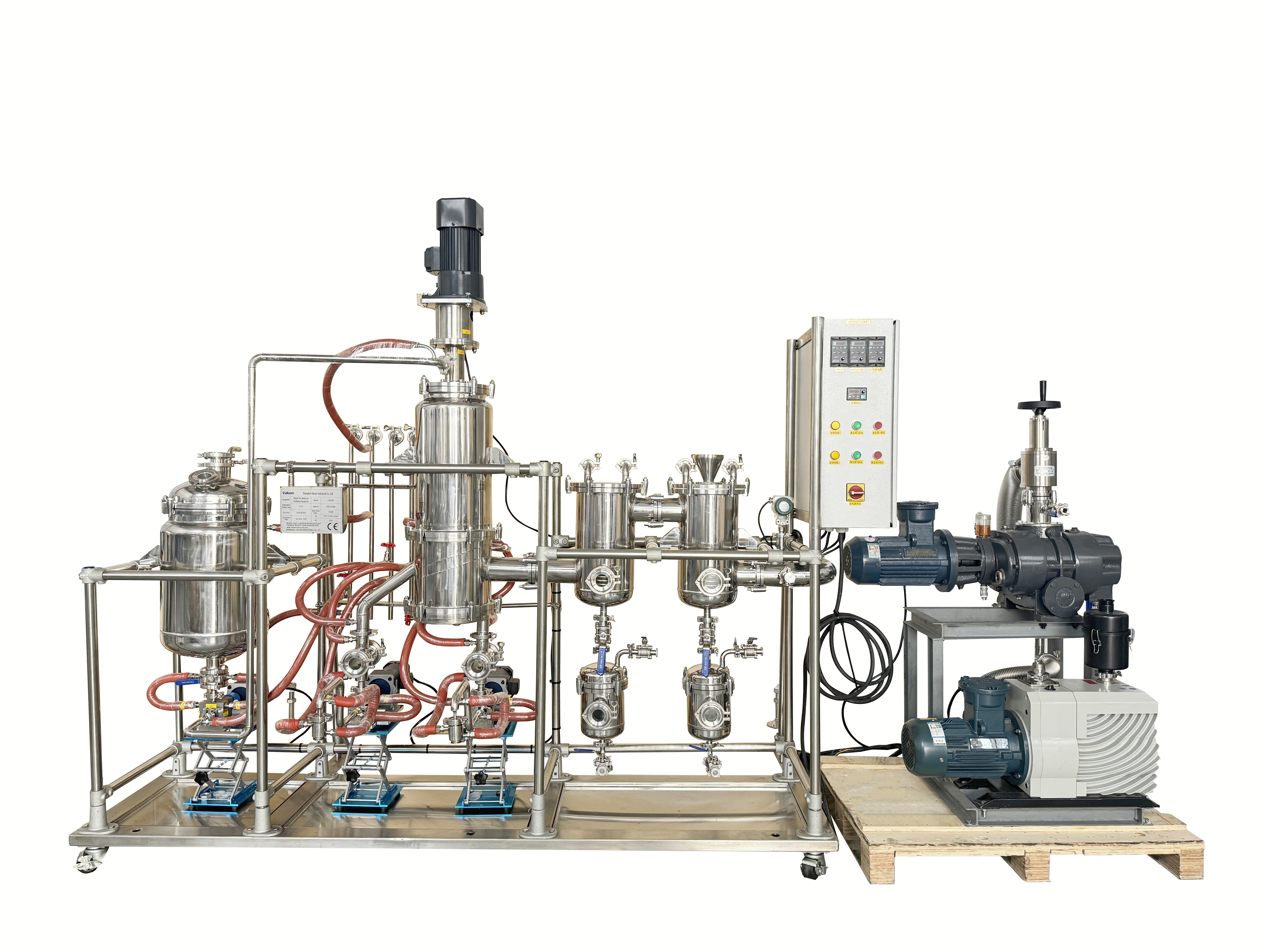
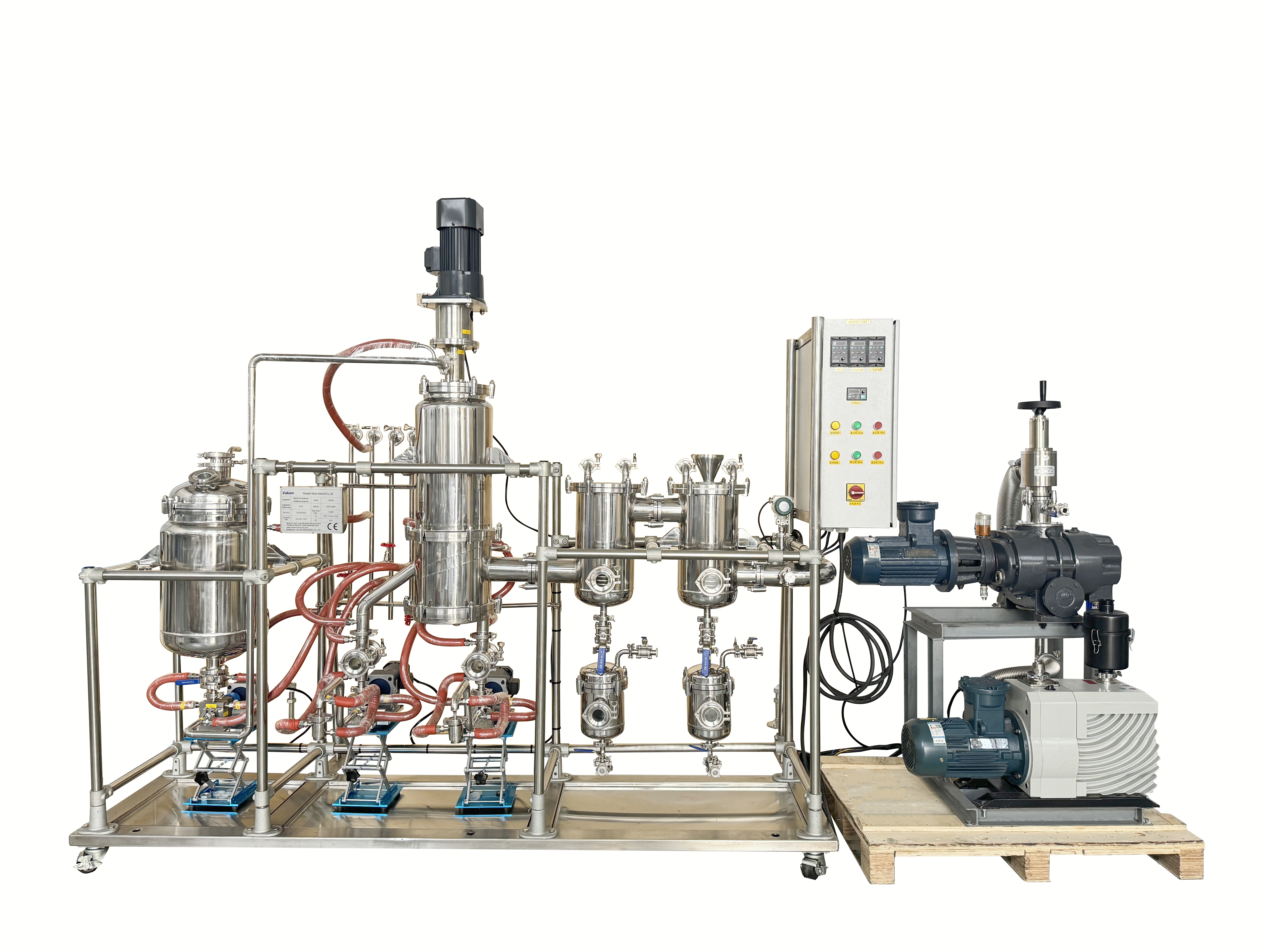
Ultra-High Vacuum Processing Capability
The molecular distillation system excels through its revolutionary ultra-high vacuum processing capability, operating at pressure levels between 0.1 to 100 Pascal, which represents pressures thousands of times lower than conventional distillation methods. This extraordinary vacuum environment fundamentally changes the physics of molecular separation by extending the mean free path of vapor molecules to distances comparable to the equipment dimensions, effectively eliminating intermolecular collisions that typically occur in standard distillation processes. The extended mean free path allows molecules to travel directly from the evaporating surface to the condensing surface without interference, enabling separation based purely on molecular volatility differences rather than boiling point variations. This precise control mechanism proves invaluable for processing thermally sensitive materials that would decompose at normal atmospheric pressures, including pharmaceutical intermediates, natural extracts, high-value oils, and specialty chemicals. The vacuum system incorporates multiple stages of pumping technology, combining rotary vane pumps, roots blowers, and diffusion pumps to achieve and maintain these extreme conditions consistently throughout extended processing cycles. Advanced vacuum monitoring systems continuously track pressure levels and automatically adjust pumping capacity to compensate for system variations, ensuring optimal separation conditions remain constant. The ultra-high vacuum environment also enables processing at significantly reduced temperatures, typically 50-100 degrees Celsius lower than conventional methods, preserving molecular structure and preventing thermal degradation of sensitive compounds. This temperature reduction proves critical for maintaining the biological activity of natural products, pharmaceutical compounds, and specialty chemicals that lose efficacy when exposed to excessive heat. The system design incorporates specialized sealing technologies, including magnetic fluid seals and O-ring assemblies, that maintain vacuum integrity while allowing for mechanical motion of internal components. Regular maintenance protocols ensure sustained vacuum performance, with comprehensive leak detection systems identifying potential issues before they compromise processing efficiency, thereby maintaining consistent product quality and maximizing equipment uptime.