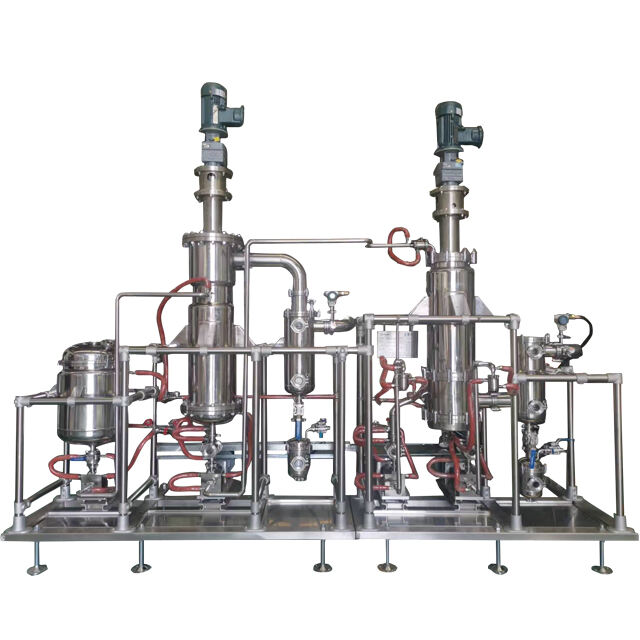
farmasøytisk molekylær destillasjon
Farmasøytisk molekylær destillasjon representerer en nyutviklet separasjonsteknologi som er spesielt utformet for renhold og forfining av varmesensitive farmasøytiske forbindelser. Denne sofistikerte prosessen foregår under høyvakuumforhold ved svært lave temperaturer, noe som gjør at molekyler kan separeres basert på forskjeller i deres middelfri vei i stedet for tradisjonelle kokepunktvariasjoner. Farmasøytisk molekylær destillasjonssystem bruker prinsippene for kortveisdestillasjon, der avstanden mellom fordampers- og kondensatorflater minimeres for å redusere termisk eksponering og forhindre molekylær degradasjon. De viktigste funksjonene til farmasøytisk molekylær destillasjon inkluderer renhold av aktive farmasøytiske ingredienser, fjerning av urenheter og forurensninger, konsentrasjon av verdifulle forbindelser og separasjon av komplekse molekylblandinger. Teknologien er utstyrt med nøyaktige temperaturreguleringssystemer, ultra-høyvakuumkammer og spesialiserte fordamperyterflater som sikrer optimal separasjonseffektivitet. Viktige teknologiske egenskaper inkluderer driftstrykk så lavt som 0,001 mbar, fordampertemperaturer i området 50 °C til 300 °C og oppholdstider målt i sekunder i stedet for timer. Farmasøytisk molekylær destillasjonsutstyr inneholder avanserte materialer som rustfritt stål, glassbekledde flater og spesialiserte oppvarmingselementer som sikrer produktintegritet gjennom hele prosessen. Anvendelsesområdene omfatter ulike farmasøytiske sektorer, blant annet vitaminrenhold, steroidseparasjon, essensiell oljerening og behandling av termisk ustabile forbindelser. Teknologien viser seg spesielt verdifull ved produksjon av farmasøytiske mellomprodukter med høy renhet, isolering av biologisk aktive forbindelser fra naturlige kilder og tilbakevinning av løsningsmidler til gjenbruk i fremstillingsprosesser. Moderne farmasøytiske molekylære destillasjonssystemer er utstyrt med automatiserte kontrollsystemer, sanntidsövervakningsfunksjoner og oppfyller strenge farmasøytiske produksjonsstandarder, inkludert GMP-krav.