

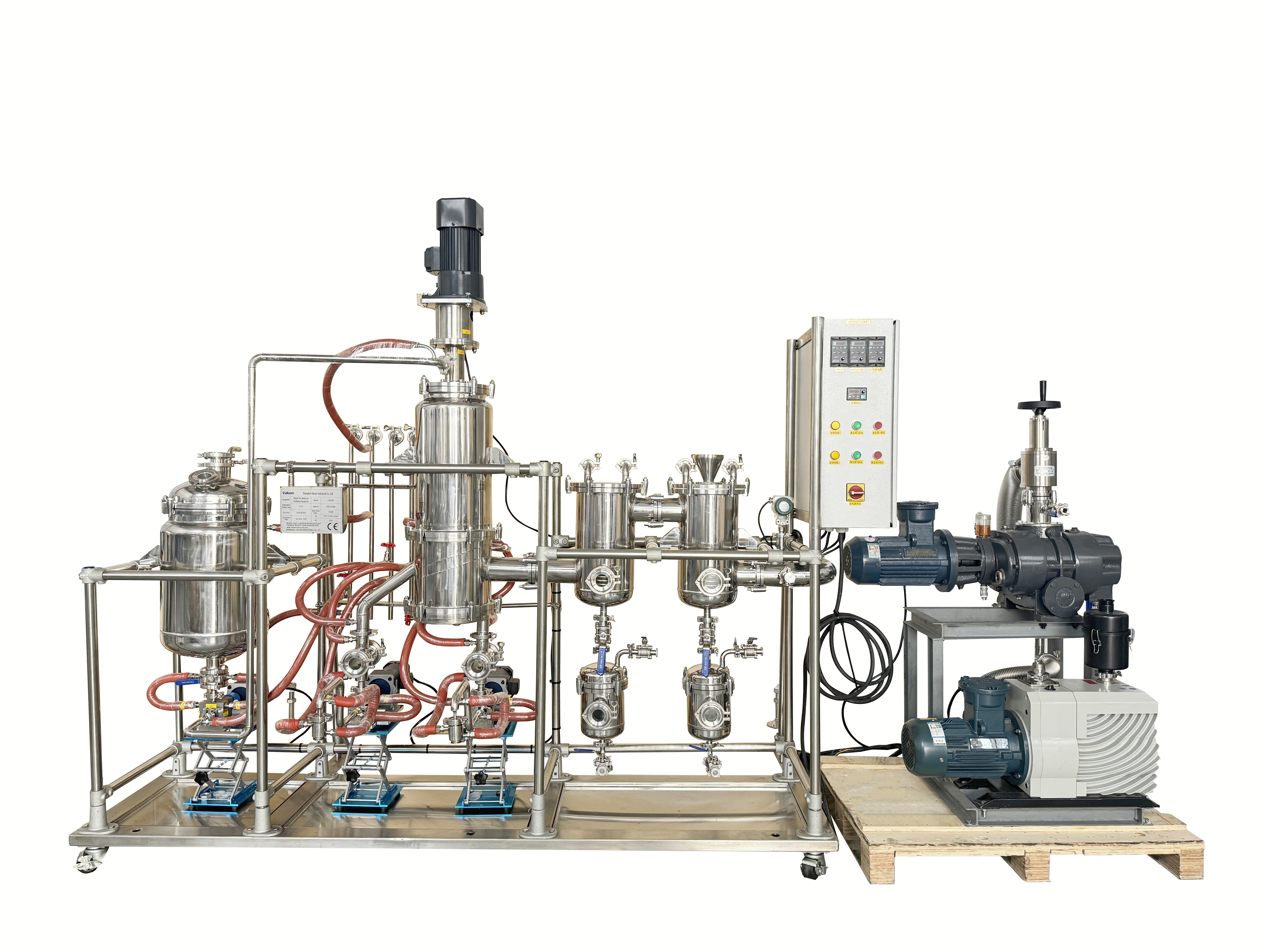
Core Principles of Stainless Steel Molecular Distillation Systems
How vacuum distillation technology enables high-vacuum performance with advanced pump systems
Stainless steel molecular distillation units can reach really low operating pressures, sometimes under 0.001 mbar, thanks to their multi-stage vacuum pump systems and carefully designed vapor channels. Most industrial setups combine diffusion pumps with rotary vane models to maintain those critical vacuum levels needed when working with delicate materials like certain drug ingredients or plant-based extracts. Research published last year in the Journal of Industrial Engineering showed something interesting too. Systems that incorporate turbo-molecular pumps actually cut down processing temps anywhere between 40 to 60 percent compared to older single-stage equipment. This temperature reduction makes a big difference in how well different substances separate during the process, which is why many manufacturers are upgrading their facilities now.
The role of vacuum technology in minimizing thermal degradation of sensitive compounds
Vacuum tech works by bringing down boiling points when pressure drops, so most materials only get exposed to heat for under ten seconds or so. This fast approach keeps sensitive stuff like cannabinoids and antioxidants intact since they start breaking down pretty quickly once temperatures hit around 70 degrees Celsius. Studies show vacuum distillation cuts thermal breakdown by about 83 percent compared to regular atmospheric methods according to Chemical Processing Quarterly from last year. That makes this technique really good for situations where purity matters most.
Short residence time advantage over falling film evaporators and traditional methods
The stainless steel short path distillation systems manage to keep materials inside for just 8 to 15 seconds, which is way faster compared to the usual 30 to 90 second wait times found in falling film evaporators. This quick processing really helps prevent those pesky side reactions like isomerization and polymerization from happening, so the final product stays much purer. According to recent industry findings, companies report around two thirds better terpene recovery rates with these short path systems instead of going with traditional wiped film evaporators. The Global Distillation Technology Report from last year backs up these claims, showing significant advantages for manufacturers looking to improve their extraction processes.
Material compatibility and corrosion resistance of stainless steel in aggressive environments
The table below highlights why 316L stainless steel outperforms alternative materials under harsh conditions:
| Material Property | 316L Stainless Steel | Glass | Standard Steel |
|---|---|---|---|
| Chloride Resistance | 10x Higher | Poor | Low |
| Maximum Operating Temp | 400°C | 200°C | 250°C |
| Acid Compatibility | Exceptional | Good | Limited |
This superior corrosion resistance reduces maintenance frequency by 74% compared to glass-lined systems in continuous pharmaceutical production (Materials Performance Index, 2024), ensuring long-term reliability and compliance with stringent hygiene standards.
Operational Workflow and Continuous Processing Capabilities
Step-by-Step Breakdown of the Wiped Film Distillation Process in Stainless Steel Systems
The process begins with precise temperature control of the evaporation chamber. Feedstock enters via a heated nozzle and is spread into a thin film (0.1–0.5 mm) by a mechanically driven rotor. This design enables 50–70% faster heat transfer than static evaporators, while 316L stainless steel maintains stability when handling aggressive chemicals.
The continuous wiping action:
- Maintains optimal film thickness for efficient vapor release
- Limits thermal exposure to ≤30 seconds for sensitive materials
- Achieves 90% separation efficiency for medium-chain molecules
Vapors condense rapidly on a cooled surface, while residues exit through dedicated ports, enabling uninterrupted operation.
Integration of Short-Path Distillation for Enhanced Mass Transfer and Efficiency
Combining short-path distillation with wiped film technology reduces vapor travel distance to 5–10 cm, allowing operation at ultra-low pressures (0.001–0.01 mbar). This configuration is crucial for preserving thermolabile compounds such as pharmaceutical intermediates. Recent advancements in high-vacuum pump integration demonstrate 18–22% higher molecular throughput compared to conventional designs.
Continuous Processing Advantages for Industrial Throughput and Scalability
Stainless steel systems maintain 85–92% operational uptime due to:
- Automated feed and discharge systems minimizing manual intervention
- CIP (Clean-in-Place) compatibility reducing downtime by 40–60%
- Modular construction enabling capacity expansion without full system replacement
These features support non-stop processing, delivering 3–5× higher hourly output than batch systems. Uniform heat distribution across stainless steel surfaces ensures consistent product quality during extended 24/7 operations.
Industrial Applications and Case Studies in Key Sectors
Pharmaceutical purification: High-purity compounds with minimal thermal degradation
Stainless steel molecular distillation has become a game changer in pharmaceutical purification, delivering purity rates above 99.9% for those tricky heat-sensitive active pharmaceutical ingredients (APIs) all while keeping temperatures under 80 degrees Celsius according to a study published in the Pharmaceutical Technology Journal last year. Traditional approaches tend to cook away about 15 to 30 percent of what they're trying to purify because they apply too much heat. For vitamin E derivatives specifically, running the process at vacuum levels beneath 0.001 millibar stops oxidation from happening. This matters a lot when it comes to meeting FDA regulations like CFR 211.65 which requires equipment surfaces to remain chemically inert throughout production.
Cannabinoid concentration using stainless steel molecular distillation under high vacuum
Operations certified under ISO 22526 standards typically achieve around 98% CBD isolate recovery during continuous production runs, which stands about 40% above what's possible with traditional glass-based equipment. The real advantage comes from using 316L stainless steel that resists corrosion so well. When working with those potent terpene-rich cannabis extracts, glass lined surfaces tend to break down after just 6 to 12 months according to research published in Cannabis Science Review back in 2022. What this means for manufacturers is that their systems stay durable enough to keep solvent residues in the final product consistently under 5 parts per million. That level meets World Health Organization standards for herbal extracts while saving money on replacing equipment so frequently.
Chemical processing case: Scaling up with reduced maintenance and downtime
A petrochemical manufacturer extended distillation column maintenance intervals from 200 to 1,500 operational hours after switching to stainless steel systems. The self-cleaning rotor mechanism reduces fouling by 70% compared to falling film evaporators, while ASTM A270-compliant components cut spare parts inventory costs by $18k/month (2021 Industry Benchmark Report).
Comparative analysis: Stainless steel vs glass-based systems in long-term operation
Over a five-year period, stainless steel units demonstrated significantly better performance:
| Metric | Stainless Steel | Glass Systems |
|---|---|---|
| Average leakage events | 0.2/year | 4.7/year |
| Surface degradation | <0.01mm loss | 0.3mm etching |
| Mean time between failures | 16,000 hrs | 3,200 hrs |
Due to its resistance to stress corrosion cracking in chlorine-rich environments (per NACE MR0175 standards), stainless steel proves 83% more cost-effective over a decade of operation compared to glass alternatives.
Technological Advancements and Future Trends in System Design
Modern stainless steel molecular distillation systems are evolving through precision engineering and sustainability-driven innovation. Four key trends are shaping the next generation of these critical industrial platforms.
Advancements in High-Vacuum Performance Through Integrated Pump Innovations
Next-generation turbomolecular pumps now reach vacuum levels below 0.001 mbar—a 40% improvement over older models (Vacuum Technology Quarterly 2023). These integrated clusters maintain stable performance even with volatile feedstocks, enabling separation of compounds with boiling points differing by less than 5°C.
Smart Monitoring and Automation for Improved Industrial Efficiency
AI-driven temperature controls and real-time viscosity sensors reduce manual oversight by 72% while maintaining ±0.5% distillation accuracy (2024 Industrial Automation Study). These capabilities support predictive maintenance frameworks increasingly adopted across chemical processing facilities.
Modular Design Enabling Scalability for Production Expansion
A 2023 survey of 87 manufacturing plants found modular stainless steel units lowered expansion costs by $18k per added ton of throughput compared to fixed systems. Interchangeable wiped-film components allow quick reconfiguration between different processes, such as pharmaceutical intermediate refinement and cannabinoid isolation.
Sustainability and Energy Efficiency in Next-Generation Systems
Modern heat recovery systems are grabbing about 65% of the hidden energy in vapor streams, which cuts down yearly energy usage by around 2.4 million kWh per unit according to the CleanTech Manufacturing Report from 2024. Systems built with tough 316L stainless steel not only last longer but also meet current EPA standards for industrial heating operations. This means factories can stay compliant with environmental regulations while saving money over time on their energy bills.
FAQ
What is stainless steel molecular distillation?
Stainless steel molecular distillation is a process that uses stainless steel systems to separate compounds based on their molecular weight and boiling points. It is widely used in industries like pharmaceuticals and chemical processing for its high efficiency and purity levels.
Why is stainless steel preferred over glass for molecular distillation systems?
Stainless steel offers superior corrosion resistance, durability, and thermal stability compared to glass. This ensures longer-lasting equipment with reduced maintenance needs, making it cost-effective over time.
How does vacuum technology reduce thermal degradation of compounds?
Vacuum technology reduces the boiling points of substances by lowering the pressure, which means materials are exposed to lower temperatures and for shorter time periods, thereby minimizing thermal degradation.
What applications can benefit from stainless steel molecular distillation?
Industries such as pharmaceuticals, cannabinoid extraction, and chemical processing benefit from stainless steel molecular distillation due to its high purity outputs and efficiency in separating heat-sensitive compounds.
Table of Contents
-
Core Principles of Stainless Steel Molecular Distillation Systems
- How vacuum distillation technology enables high-vacuum performance with advanced pump systems
- The role of vacuum technology in minimizing thermal degradation of sensitive compounds
- Short residence time advantage over falling film evaporators and traditional methods
- Material compatibility and corrosion resistance of stainless steel in aggressive environments
- Operational Workflow and Continuous Processing Capabilities
-
Industrial Applications and Case Studies in Key Sectors
- Pharmaceutical purification: High-purity compounds with minimal thermal degradation
- Cannabinoid concentration using stainless steel molecular distillation under high vacuum
- Chemical processing case: Scaling up with reduced maintenance and downtime
- Comparative analysis: Stainless steel vs glass-based systems in long-term operation
- Technological Advancements and Future Trends in System Design
- FAQ