distillazione molecolare farmaceutica
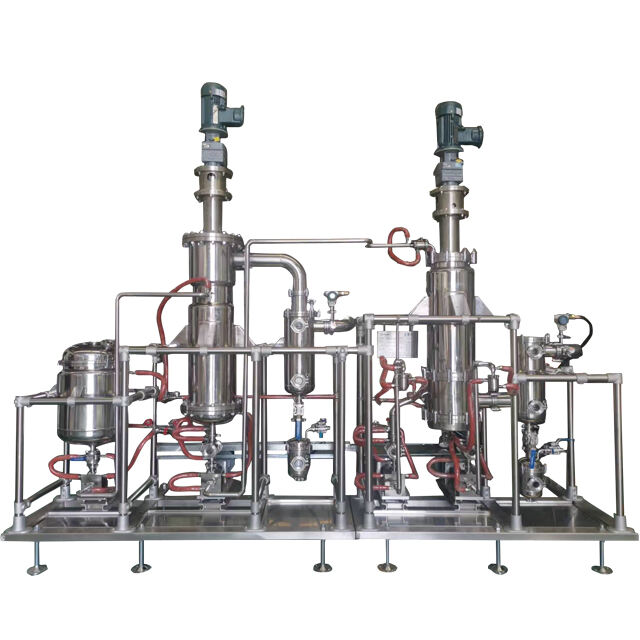
La distillazione molecolare farmaceutica rappresenta una tecnologia di separazione all'avanguardia, specificamente progettata per la purificazione e il raffinamento di composti farmaceutici termolabili. Questo sofisticato processo opera in condizioni di alto vuoto e a temperature estremamente basse, consentendo la separazione delle molecole in base alle differenze del loro libero cammino medio, anziché in base alle tradizionali variazioni dei punti di ebollizione. Il sistema di distillazione molecolare farmaceutica si basa sui principi della distillazione a corto cammino, in cui la distanza tra le superfici dell'evaporatore e del condensatore è ridotta al minimo per limitare l'esposizione termica e prevenire la degradazione molecolare. Le funzioni principali della distillazione molecolare farmaceutica includono la purificazione dei principi attivi farmaceutici, la rimozione di impurità e contaminanti, la concentrazione di composti di valore e la separazione di miscele molecolari complesse. La tecnologia è dotata di sistemi di controllo preciso della temperatura, camere ad ultra-alto vuoto e superfici evaporanti specializzate, che garantiscono un’efficienza ottimale della separazione. Tra le caratteristiche tecnologiche principali figurano pressioni operative fino a 0,001 mbar, temperature dell’evaporatore comprese tra 50 °C e 300 °C e tempi di permanenza misurati in secondi anziché in ore. L’equipaggiamento per la distillazione molecolare farmaceutica incorpora materiali avanzati, quali costruzioni in acciaio inossidabile, superfici rivestite in vetro ed elementi riscaldanti specializzati, che preservano l’integrità del prodotto durante tutto il processo. Le applicazioni spaziano su diversi settori farmaceutici, inclusa la purificazione di vitamine, la separazione di steroidi, il raffinamento di oli essenziali e la lavorazione di composti termicamente instabili. Tale tecnologia si rivela particolarmente preziosa nella produzione di intermedi farmaceutici ad alta purezza, nell’isolamento di composti bioattivi da fonti naturali e nel recupero di solventi da riutilizzare nei processi produttivi. I moderni sistemi di distillazione molecolare farmaceutica sono dotati di sistemi di controllo automatizzati, capacità di monitoraggio in tempo reale e conformità agli stringenti standard produttivi farmaceutici, inclusi i requisiti GMP.