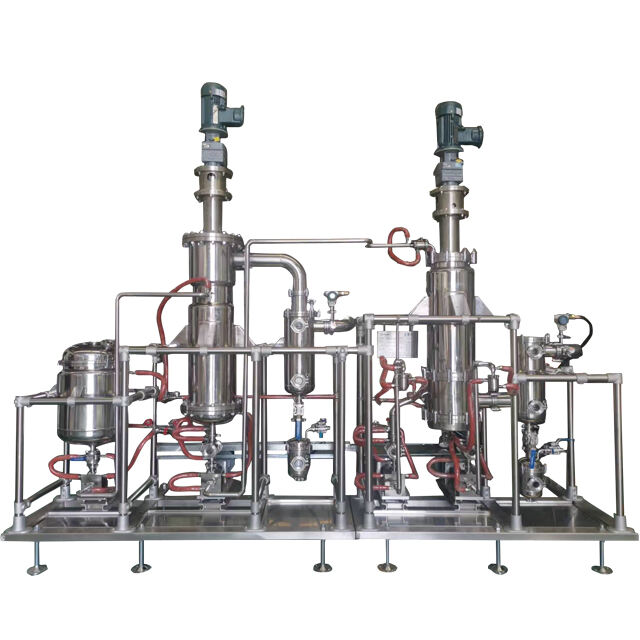
destilación molecular farmacéutica
A destilación molecular farmacéutica representa unha tecnoloxía de separación de vangarda, deseñada especificamente para a purificación e refinamento de compostos farmacéuticos sensibles ao calor. Este proceso sofisticado opera baixo condicións de alto baleiro e a temperaturas extremadamente baixas, permitindo a separación de moléculas en función das diferenzas da súa libre percorrido medio, e non das variacións tradicionais dos seus puntos de ebulición. O sistema de destilación molecular farmacéutica utiliza os principios da destilación de curto percorrido, onde a distancia entre as superficies do evaporador e do condensador mínmizase para reducir a exposición térmica e evitar a degradación molecular. As funcións principais da destilación molecular farmacéutica inclúen a purificación de principios activos farmacéuticos, a eliminación de impurezas e contaminantes, a concentración de compostos valiosos e a separación de mesturas moleculares complexas. A tecnoloxía dispón de sistemas de control preciso da temperatura, cámaras de baleiro ultraalto e superficies de evaporación especializadas que garanten unha eficiencia óptima na separación. Entre as características tecnolóxicas clave atópanse presións de operación tan baixas como 0,001 mbar, temperaturas do evaporador comprendidas entre 50 °C e 300 °C, e tempos de permanencia medidos en segundos, e non en horas. O equipamento de destilación molecular farmacéutica incorpora materiais avanzados, como construción en acero inoxidable, superficies esmaltadas en vidro e elementos calefactores especializados que mantén a integridade do produto durante todo o proceso. As súas aplicacións abranguen diversos sectores farmacéuticos, incluída a purificación de vitaminas, a separación de esteroides, o refinamento de aceites esenciais e o procesamento de compostos termicamente inestables. A tecnoloxía demostra ser particularmente valiosa para a produción de intermedios farmacéuticos de alta pureza, o illamento de compostos bioactivos de orixe natural e a recuperación de disolventes para a súa reutilización nos procesos de fabricación. Os sistemas modernos de destilación molecular farmacéutica están dotados de sistemas de control automatizados, capacidades de supervisión en tempo real e cumprimento dos rigorosos estándares de fabricación farmacéutica, incluídos os requisitos de BPF.