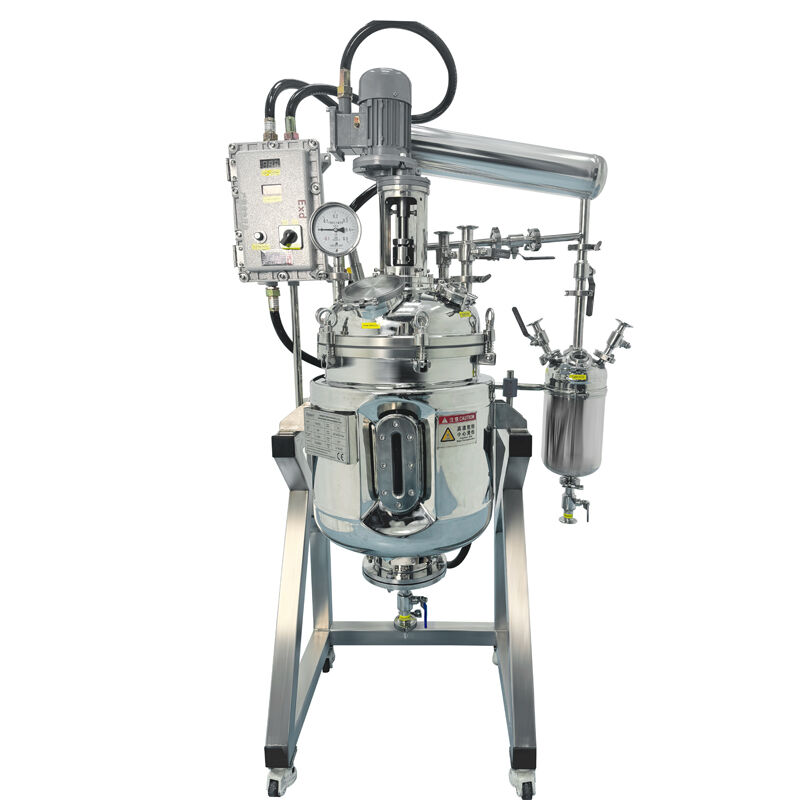
batch distillation reactor
A batch distillation reactor represents a versatile and efficient separation system that combines reaction and distillation processes within a single vessel. This innovative equipment operates by processing discrete batches of material rather than continuous streams, making it ideal for specialty chemical production, pharmaceutical manufacturing, and small-scale operations. The batch distillation reactor functions by heating the liquid mixture to create vapor, which then rises through internal components where separation occurs based on different boiling points of the components. The system features precise temperature control mechanisms, advanced heating systems, and sophisticated monitoring equipment that ensures optimal separation efficiency. Key technological features include programmable logic controllers for automated operation, high-quality stainless steel construction for chemical resistance, and modular design elements that allow for easy maintenance and customization. The reactor incorporates multiple theoretical plates or packing materials to enhance separation performance, while vacuum capabilities enable distillation at lower temperatures for heat-sensitive materials. Advanced instrumentation packages provide real-time monitoring of temperature, pressure, and composition parameters throughout the distillation process. The batch distillation reactor serves numerous applications across various industries, including essential oil extraction, solvent recovery operations, alcohol purification, and chemical intermediate production. Pharmaceutical companies utilize these systems for API purification and solvent recycling programs. Food and beverage industries employ batch distillation reactors for flavor compound isolation and alcohol concentration processes. The equipment proves particularly valuable for research and development applications where flexibility and precise control are paramount. Small to medium-scale production facilities benefit from the batch distillation reactor's ability to handle multiple products using the same equipment, maximizing capital investment returns while maintaining product quality standards.