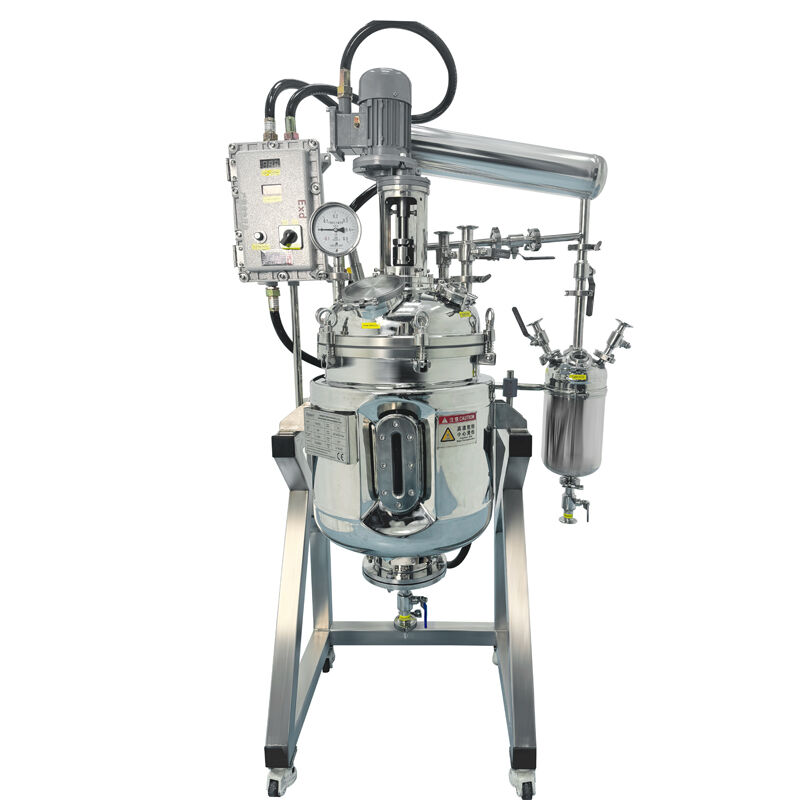
Versatilità e scalabilità eccezionali
Il reattore per distillazione discontinua dimostra un’eccezionale versatilità e scalabilità, che lo rendono adatto a un’ampia gamma di applicazioni in numerosi settori industriali e su diverse scale produttive. Questa notevole flessibilità deriva da una filosofia progettuale modulare, che consente agli operatori di configurare il sistema in base a specifiche esigenze di separazione e volumi di produzione. L’impianto accetta diversi tipi di interni di colonna, tra cui packing strutturato, packing casuale e piatti teorici, permettendo così l’ottimizzazione per diversi sistemi chimici e sfide di separazione. Le variazioni nella composizione del feed non costituiscono ostacoli significativi, poiché il reattore per distillazione discontinua è in grado di trattare materiali con proprietà fisiche e caratteristiche chimiche profondamente diverse, utilizzando la stessa configurazione di base dell’impianto. Il sistema gestisce materiali sensibili alla temperatura grazie alle sue capacità di distillazione sottovuoto, mentre i materiali di costruzione robusti garantiscono la compatibilità con ambienti chimici aggressivi. La scala di capacità può essere aumentata in modo semplice mediante il funzionamento parallelo di più reattori per distillazione discontinua o selezionando dimensioni maggiori dei recipienti, senza modifiche fondamentali al progetto. Gli impianti produttivi possono partire con unità più piccole ed espandere progressivamente la capacità man mano che l’azienda cresce, proteggendo l’investimento iniziale in capitale e garantendo al contempo flessibilità di crescita. Il reattore per distillazione discontinua si adatta facilmente alle variazioni stagionali della produzione o alle mutevoli esigenze del mercato, consentendo ai produttori di regolare la portata senza dover apportare modifiche sostanziali all’impianto. Le applicazioni nel campo della ricerca e dello sviluppo traggono enormi vantaggi dalla versatilità del sistema, dato che lo stesso impianto può valutare numerose formulazioni e condizioni operative. I reattori per distillazione discontinua su scala pilota forniscono dati affidabili per la scala-up verso impianti di produzione completa, riducendo i rischi di commercializzazione e i tempi di sviluppo. L’impianto supporta diverse modalità operative, tra cui il riflusso totale per massimizzare l’efficienza di separazione, il riflusso minimo per il risparmio energetico e profili di riflusso variabili per separazioni complesse. Le procedure di cambio prodotto sono semplificate grazie ai sistemi automatizzati di pulizia in posto (CIP), che preparano il reattore per distillazione discontinua per trattare materiali diversi senza intervento manuale. La progettazione versatile consente applicazioni specializzate quali la distillazione azeotropica, la distillazione estrattiva e la distillazione reattiva, integrando opportunamente apparecchiature ausiliarie. I laboratori di controllo qualità utilizzano reattori per distillazione discontinua di dimensioni ridotte per la preparazione di campioni e per analisi di laboratorio, mentre gli impianti produttivi impiegano sistemi di maggiori dimensioni per la produzione commerciale.