distillation reactor vessel
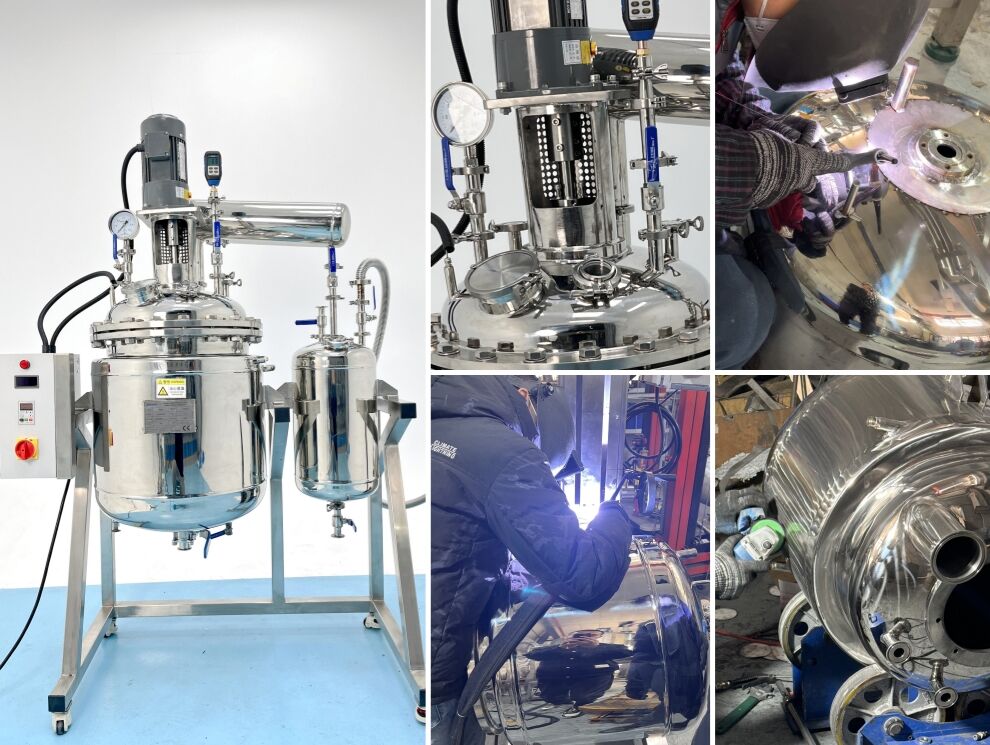
A distillation reactor vessel represents a sophisticated piece of industrial equipment that combines reaction and separation processes within a single, integrated system. This innovative technology serves as both a chemical reactor and a distillation column, enabling simultaneous chemical reactions and product purification through controlled heating, mixing, and vapor-liquid separation. The distillation reactor vessel operates on fundamental principles of mass transfer, heat exchange, and chemical kinetics to achieve optimal process efficiency. The vessel typically features multiple zones including reaction chambers, heating sections, and separation stages that work in harmony to maximize product yield and purity. Modern distillation reactor vessels incorporate advanced control systems that monitor temperature, pressure, flow rates, and composition parameters throughout the entire process. These vessels find extensive use in petrochemical refineries, pharmaceutical manufacturing, specialty chemical production, and biochemical processing facilities. The technology enables continuous operation while maintaining precise control over reaction conditions and separation parameters. Key components include sophisticated heat exchangers, internal packing or tray systems, vapor condensers, and automated control interfaces. The distillation reactor vessel design accommodates various feedstock types and can handle both batch and continuous processing modes. Engineers design these vessels with corrosion-resistant materials such as stainless steel, specialized alloys, or glass-lined surfaces depending on the specific chemical environment. Safety features include pressure relief systems, emergency shutdown protocols, and comprehensive monitoring equipment to ensure safe operation. The vessel configuration can be customized based on specific process requirements, including single-stage or multi-stage designs, reflux capabilities, and integrated catalyst systems. This versatility makes the distillation reactor vessel an indispensable tool for modern chemical processing operations seeking to optimize efficiency, reduce operational costs, and maintain consistent product quality while meeting stringent environmental and safety standards.