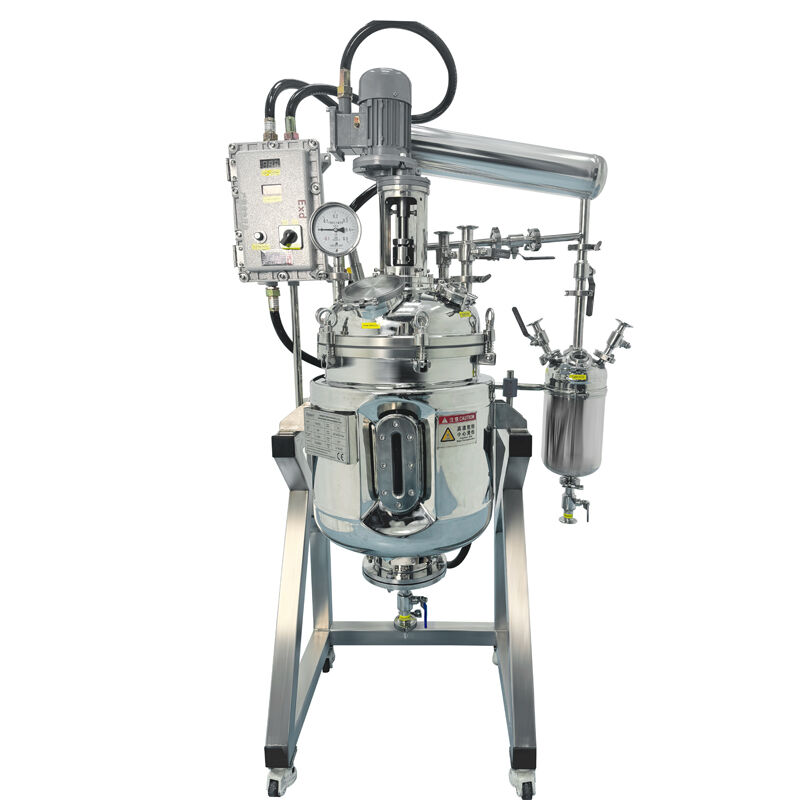
Versatilidad y escalabilidad excepcionales
El reactor de destilación por lotes demuestra una versatilidad y escalabilidad excepcionales, lo que lo hace adecuado para una amplia gama de aplicaciones en múltiples industrias y escalas de producción. Esta notable flexibilidad proviene de una filosofía de diseño modular que permite a los operadores configurar el sistema según requisitos específicos de separación y volúmenes de producción. El equipo admite diversos tipos de elementos internos de columna, incluyendo rellenos estructurados, rellenos aleatorios y placas teóricas, lo que posibilita su optimización para distintos sistemas químicos y desafíos de separación. Las variaciones en la composición de la alimentación no suponen obstáculos significativos, ya que el reactor de destilación por lotes puede procesar materiales con propiedades físicas y características químicas muy diferentes utilizando la misma configuración básica de equipos. El sistema maneja materiales sensibles a la temperatura mediante capacidades de destilación al vacío, mientras que los materiales de construcción robustos garantizan su compatibilidad con entornos químicos agresivos. La escalación de la capacidad resulta sencilla mediante la operación en paralelo de varios reactores de destilación por lotes o mediante la selección de recipientes de mayor tamaño, sin necesidad de cambios fundamentales en el diseño. Las instalaciones de producción pueden comenzar con unidades más pequeñas y ampliar progresivamente su capacidad a medida que crece el negocio, protegiendo así la inversión inicial de capital y ofreciendo flexibilidad para el crecimiento. El reactor de destilación por lotes se adapta fácilmente a las variaciones estacionales de la producción o a las cambiantes demandas del mercado, permitiendo a los fabricantes ajustar su caudal sin necesidad de modificaciones importantes en los equipos. Las aplicaciones de investigación y desarrollo se benefician enormemente de la versatilidad del sistema, ya que el mismo equipo puede evaluar múltiples formulaciones y condiciones de proceso. Los reactores de destilación por lotes a escala piloto proporcionan datos fiables para la ampliación a escala industrial, reduciendo los riesgos de comercialización y los plazos de desarrollo. El equipo admite diversos modos de operación, como el reflujo total para máxima eficiencia de separación, el reflujo mínimo para conservación energética y perfiles de reflujo variables para separaciones complejas. Los procedimientos de cambio de producto se simplifican mediante sistemas automatizados de limpieza en sitio (CIP), que preparan el reactor de destilación por lotes para procesar distintos materiales sin intervención manual. El diseño versátil permite aplicaciones especializadas, tales como destilación azeotrópica, destilación extractiva y destilación reactiva, mediante la integración adecuada de equipos auxiliares. Los laboratorios de control de calidad utilizan reactores de destilación por lotes más pequeños para la preparación de muestras y ensayos analíticos, mientras que las instalaciones de producción emplean sistemas mayores para la fabricación comercial.