Polyvalence et évolutivité exceptionnelles
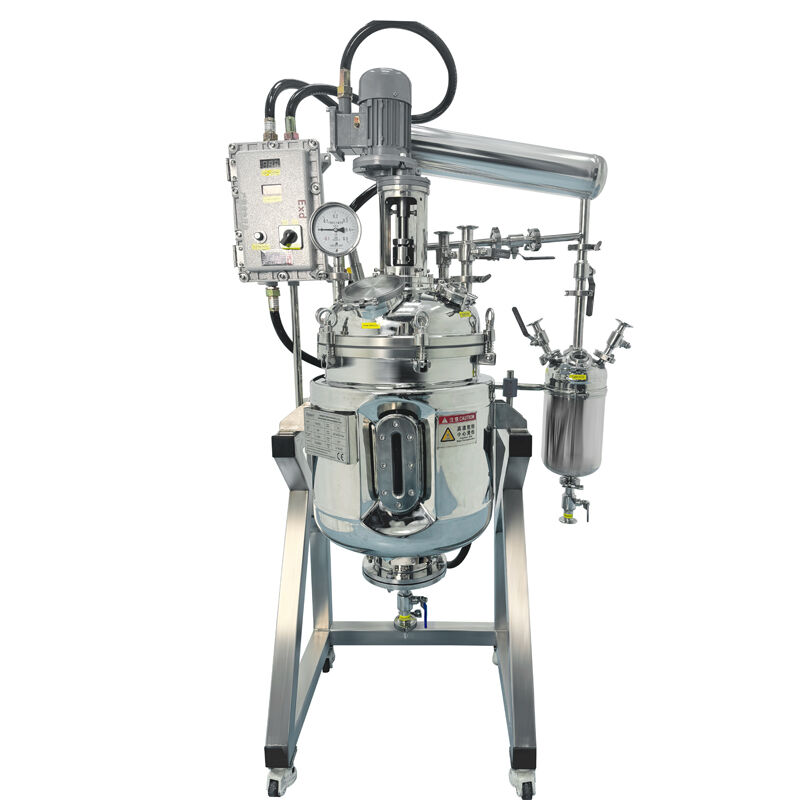
Le réacteur de distillation par lots démontre une polyvalence et une évolutivité exceptionnelles, ce qui le rend adapté à une large gamme d’applications dans de multiples secteurs industriels et à diverses échelles de production. Cette remarquable flexibilité découle d’une philosophie de conception modulaire, permettant aux opérateurs de configurer le système en fonction des besoins spécifiques de séparation et des volumes de production. L’équipement accepte divers types d’éléments internes de colonne, notamment des garnissages structurés, des garnissages aléatoires et des plateaux théoriques, ce qui permet d’optimiser les performances pour différents systèmes chimiques et défis de séparation. Les variations de la composition de l’alimentation ne constituent pas un obstacle majeur, car le réacteur de distillation par lots peut traiter des matières présentant des propriétés physiques et des caractéristiques chimiques très différentes, à l’aide de la même configuration de base de l’équipement. Le système traite les matières sensibles à la température grâce à ses capacités de distillation sous vide, tandis que des matériaux de construction robustes garantissent sa compatibilité avec des environnements chimiques agressifs. L’adaptation de la capacité devient simple grâce au fonctionnement en parallèle de plusieurs réacteurs de distillation par lots ou grâce au choix de cuves de plus grande taille, sans modification fondamentale de la conception. Les installations de production peuvent démarrer avec des unités plus petites et augmenter progressivement leur capacité à mesure que l’activité se développe, préservant ainsi l’investissement initial tout en offrant une souplesse d’expansion. Le réacteur de distillation par lots s’adapte aisément aux variations saisonnières de la production ou aux évolutions de la demande du marché, permettant aux fabricants d’ajuster le débit sans modifications majeures de l’équipement. Les applications en recherche et développement tirent un avantage considérable de la polyvalence du système, puisque le même équipement permet d’évaluer plusieurs formulations et conditions de procédé. Les réacteurs de distillation par lots à échelle pilote fournissent des données fiables pour le passage à l’échelle industrielle, réduisant ainsi les risques de commercialisation et les délais de développement. L’équipement prend en charge divers modes de fonctionnement, notamment le reflux total pour une efficacité maximale de séparation, le reflux minimal pour une économie d’énergie et des profils de reflux variables pour des séparations complexes. Les procédures de changement de produit sont rationalisées grâce à des systèmes automatisés de nettoyage en place (CIP), qui préparent le réacteur de distillation par lots à traiter différents produits sans intervention manuelle. La conception polyvalente permet également des applications spécialisées telles que la distillation azéotropique, la distillation extractive et la distillation réactive, moyennant l’intégration d’équipements auxiliaires appropriés. Les laboratoires de contrôle qualité utilisent des réacteurs de distillation par lots de petite taille pour la préparation d’échantillons et les essais analytiques, tandis que les installations de production emploient des systèmes plus volumineux pour la fabrication commerciale.