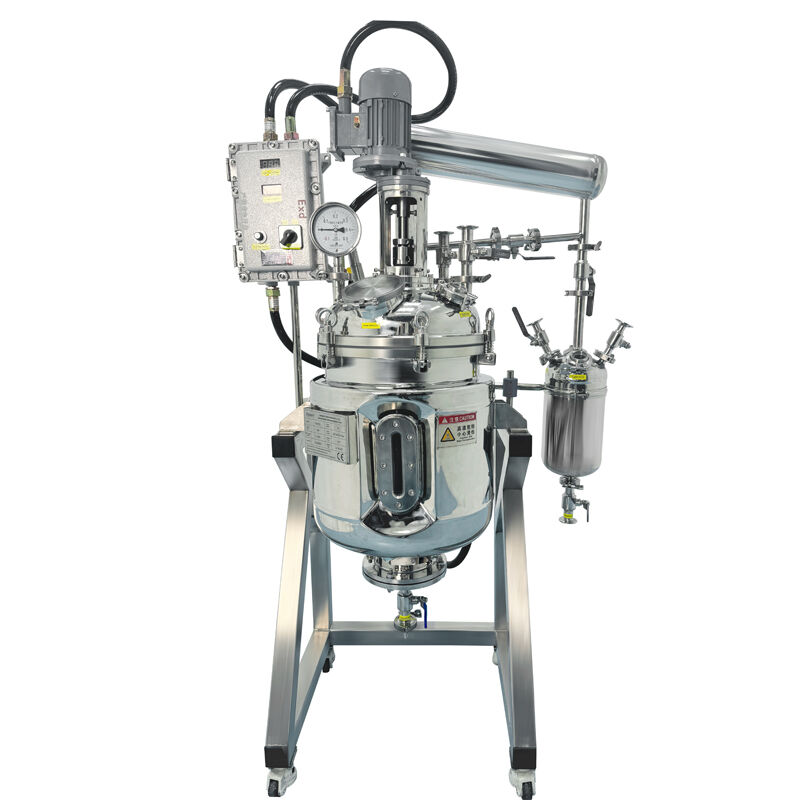
laboratory distillation reactor
A laboratory distillation reactor represents a sophisticated piece of scientific equipment designed to facilitate precise separation and purification processes in controlled research environments. This advanced apparatus combines the fundamental principles of distillation with reactor technology, enabling researchers to conduct complex chemical reactions while simultaneously achieving separation of components based on their boiling points and volatility characteristics. The laboratory distillation reactor serves as an indispensable tool for chemical synthesis, pharmaceutical research, petrochemical analysis, and academic investigations. Its primary function involves heating liquid mixtures to create vapor phases, which are then condensed and collected as separate fractions with enhanced purity levels. The technological features of this equipment include precise temperature control systems, efficient heating elements, advanced condensation mechanisms, and sophisticated monitoring capabilities that ensure optimal performance throughout experimental procedures. Modern laboratory distillation reactor units incorporate digital interfaces, automated control systems, and safety protocols that protect both operators and samples during operation. The reactor component allows for simultaneous chemical transformations while distillation occurs, making it particularly valuable for multi-step synthetic processes. Applications span across pharmaceutical development, where drug compounds require purification and isolation, environmental testing laboratories analyzing contaminated samples, food and beverage industries ensuring product quality, and research institutions conducting fundamental studies on chemical behavior. The equipment's versatility extends to fractional distillation, steam distillation, vacuum distillation, and molecular distillation techniques, accommodating diverse experimental requirements. Integration with analytical instruments enhances data collection and process optimization, while modular designs permit customization based on specific research needs and laboratory constraints.