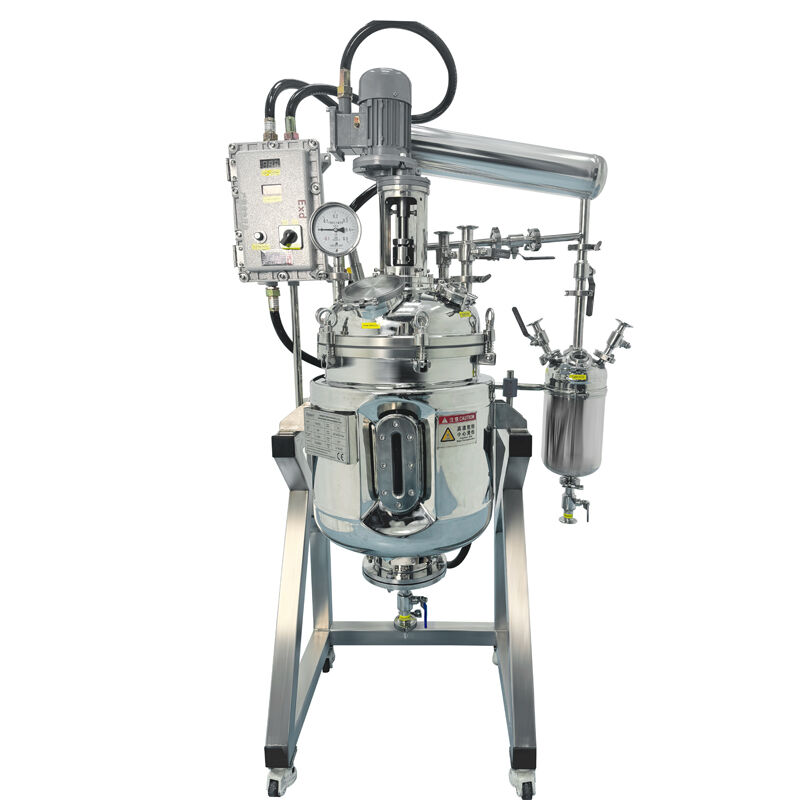
reaktor destylacyjny typu partii
Reaktor destylacyjny partiiowy stanowi wszechstronny i wydajny system separacji, który łączy procesy reakcji i destylacji w jednym zbiorniku. To innowacyjne urządzenie działa poprzez przetwarzanie określonych partii materiału, a nie ciągłych strumieni, co czyni je idealnym rozwiązaniem do produkcji chemikaliów specjalnych, wytwarzania farmaceutycznych oraz małoskalowych operacji. Reaktor destylacyjny partiiowy funkcjonuje poprzez ogrzewanie mieszaniny ciekłej w celu wytworzenia pary, która następnie unosi się przez elementy wewnętrzne urządzenia, gdzie zachodzi separacja na podstawie różnych temperatur wrzenia poszczególnych składników. System wyposażony jest w precyzyjne mechanizmy kontroli temperatury, zaawansowane systemy grzewcze oraz zaawansowane urządzenia monitorujące, zapewniające optymalną skuteczność separacji. Kluczowe cechy technologiczne obejmują sterowniki PLC (programowalne sterowniki logiczne) do zautomatyzowanej pracy, wykonanie ze stali nierdzewnej wysokiej jakości zapewniające odporność chemiczną oraz konstrukcję modułową umożliwiającą łatwą konserwację i dostosowanie do potrzeb użytkownika. Reaktor zawiera wiele tacy teoretycznych lub materiałów napełniających, które poprawiają skuteczność separacji, a możliwość pracy w warunkach próżni pozwala na destylację przy niższych temperaturach – co jest szczególnie istotne przy materiałach wrażliwych na ciepło. Zaawansowane zestawy instrumentacji zapewniają monitorowanie w czasie rzeczywistym parametrów takich jak temperatura, ciśnienie oraz skład mieszaniny w trakcie całego procesu destylacji. Reaktor destylacyjny partiiowy znajduje zastosowanie w wielu gałęziach przemysłu, m.in. w ekstrakcji olejków eterycznych, odzysku rozpuszczalników, oczyszczaniu alkoholu oraz produkcji pośrednich produktów chemicznych. Firmy farmaceutyczne wykorzystują te systemy do oczyszczania substancji czynnych (API) oraz programów odzysku rozpuszczalników. Przemysł spożywczy i napojowy stosuje reaktory destylacyjne partiiowe do izolacji związków smakowych oraz procesów zagęszczania alkoholu. Urządzenie okazuje się szczególnie wartościowe w zastosowaniach badawczo-rozwojowych, gdzie kluczowe znaczenie mają elastyczność i precyzyjna kontrola procesu. Małe i średnie zakłady produkcyjne korzystają z możliwości reaktora destylacyjnego partiiowego do przetwarzania wielu różnych produktów przy użyciu tego samego sprzętu, co maksymalizuje zwrot z inwestycji kapitałowych przy jednoczesnym zachowaniu standardów jakości produktów.