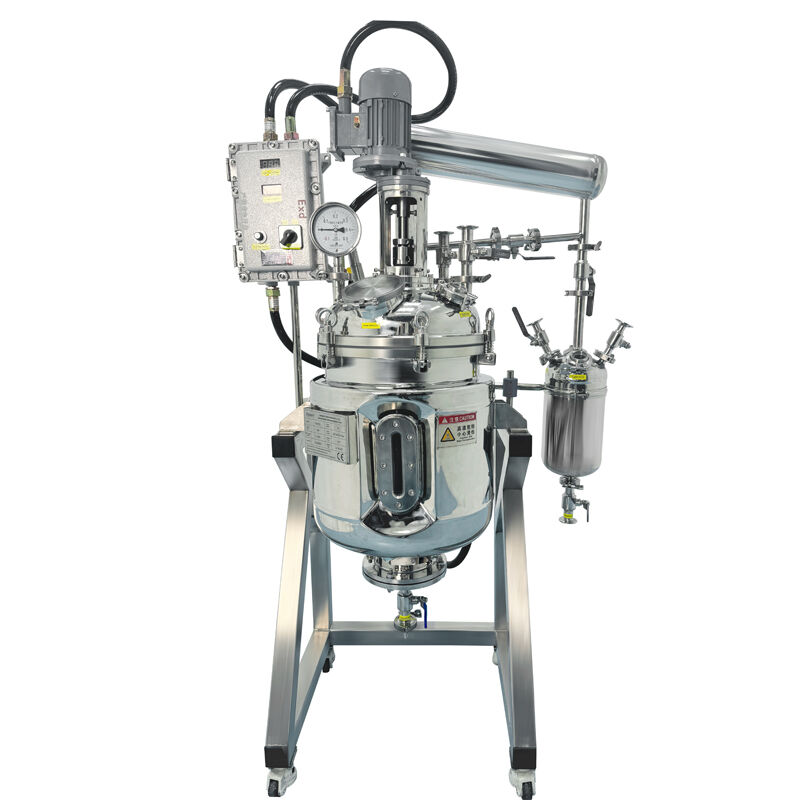
réacteur de distillation de laboratoire
Un réacteur de distillation de laboratoire représente un équipement scientifique sophistiqué conçu pour faciliter des procédés précis de séparation et de purification dans des environnements de recherche contrôlés. Cet appareil avancé associe les principes fondamentaux de la distillation à la technologie des réacteurs, permettant aux chercheurs de mener des réactions chimiques complexes tout en assurant simultanément la séparation des composants en fonction de leurs points d’ébullition et de leurs caractéristiques de volatilité. Le réacteur de distillation de laboratoire constitue un outil indispensable pour la synthèse chimique, la recherche pharmaceutique, l’analyse pétrochimique et les investigations universitaires. Sa fonction principale consiste à chauffer des mélanges liquides afin de générer des phases vapeur, qui sont ensuite condensées et collectées sous forme de fractions distinctes présentant un degré de pureté accru. Les caractéristiques technologiques de cet équipement comprennent des systèmes de régulation précise de la température, des éléments chauffants performants, des mécanismes de condensation perfectionnés et des capacités de surveillance sophistiquées garantissant un fonctionnement optimal tout au long des procédures expérimentales. Les unités modernes de réacteurs de distillation de laboratoire intègrent des interfaces numériques, des systèmes de commande automatisés et des protocoles de sécurité destinés à protéger à la fois les opérateurs et les échantillons pendant leur utilisation. Le composant réacteur permet des transformations chimiques simultanées pendant que la distillation se déroule, ce qui le rend particulièrement précieux pour les procédés synthétiques multi-étapes. Ses applications couvrent le développement pharmaceutique, où des composés médicamenteux nécessitent purification et isolement, les laboratoires d’essais environnementaux analysant des échantillons contaminés, les industries agroalimentaires garantissant la qualité des produits, ainsi que les institutions de recherche menant des études fondamentales sur le comportement chimique. La polyvalence de cet équipement s’étend aux techniques de distillation fractionnée, de distillation à la vapeur, de distillation sous vide et de distillation moléculaire, répondant ainsi à des exigences expérimentales variées. L’intégration avec des instruments analytiques améliore la collecte de données et l’optimisation des procédés, tandis que les conceptions modulaires permettent une personnalisation selon les besoins spécifiques de la recherche et les contraintes du laboratoire.