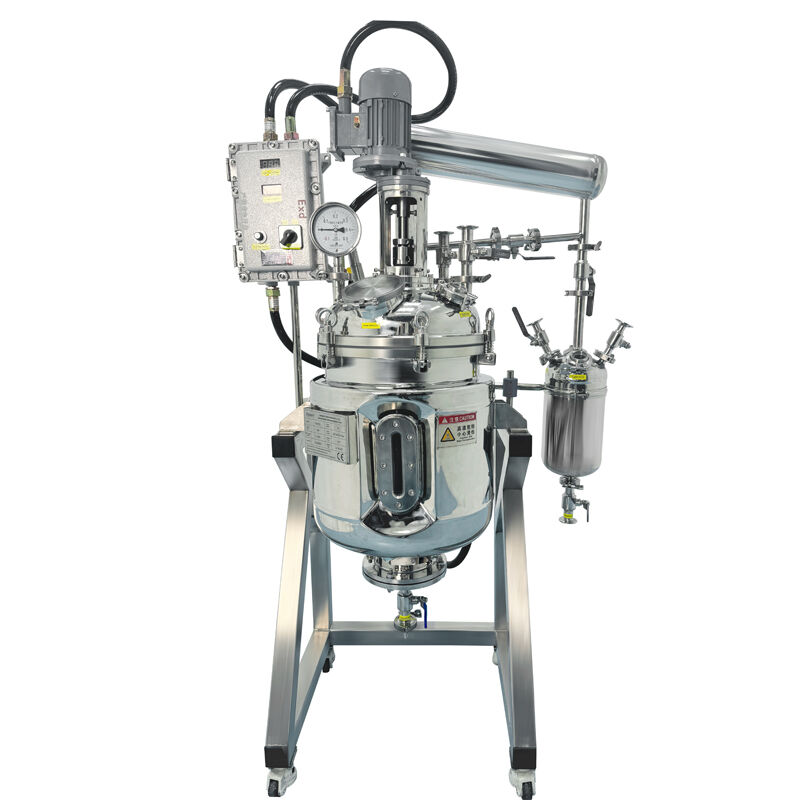
reactor de destilación de laboratorio
Un reactor de destilación de laboratorio representa unha peza sofisticada de equipamento científico deseñado para facilitar procesos precisos de separación e purificación en entornos de investigación controlados. Este avanzado aparello combina os principios fundamentais da destilación coa tecnoloxía de reactores, permitindo aos investigadores levar a cabo reaccións químicas complexas ao mesmo tempo que conseguen a separación dos compoñentes segundo os seus puntos de ebulición e as súas características de volatilidade. O reactor de destilación de laboratorio serve como unha ferramenta imprescindible para a síntese química, a investigación farmacéutica, a análise petroquímica e as investigacións académicas. A súa función principal consiste en quentar mesturas líquidas para crear fases de vapor, que despois se condensan e recollen como fraccións separadas con niveis de pureza mellorados. As características tecnolóxicas deste equipo inclúen sistemas de control preciso da temperatura, elementos calefactores eficientes, mecanismos avanzados de condensación e capacidades de monitorización sofisticadas que garanticen un rendemento óptimo durante os procedementos experimentais. As unidades modernas de reactores de destilación de laboratorio incorporan interfaces dixitais, sistemas de control automatizados e protocolos de seguridade que protexen tanto aos operadores como ás mostras durante a súa operación. O compoñente reactor permite transformacións químicas simultáneas mentres se produce a destilación, o que o fai particularmente valioso para procesos sintéticos de varios pasos. As súas aplicacións abranguen o desenvolvemento farmacéutico, onde se requiren a purificación e o illamento de compostos medicamentosos, os laboratorios de ensaios ambientais que analizan mostras contaminadas, as industrias alimentarias e de bebidas que aseguran a calidade dos seus produtos, e as institucións de investigación que realizan estudos fundamentais sobre o comportamento químico. A versatilidade do equipo esténdese á destilación fraccionada, a destilación ao vapor, a destilación ao baleiro e á destilación molecular, adaptándose así a diversas necesidades experimentais. A integración con instrumentos analíticos mellora a recollida de datos e a optimización dos procesos, mentres que os deseños modulares permiten a personalización segundo as necesidades específicas de investigación e as restricións do laboratorio.