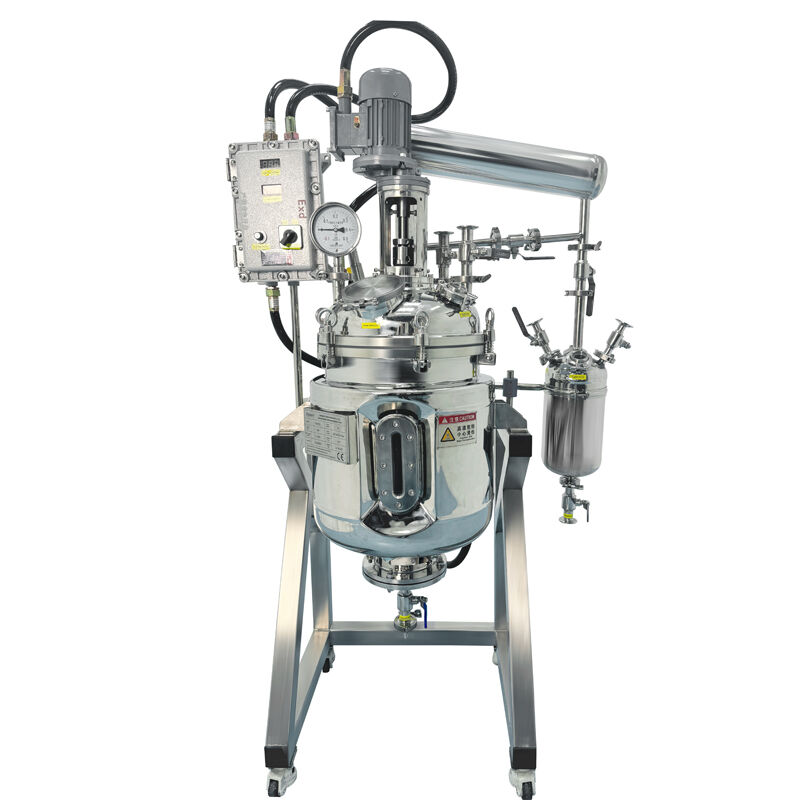
labor-Destillationsreaktor
Ein Labordestillationsreaktor stellt ein hochentwickeltes wissenschaftliches Gerät dar, das für präzise Trenn- und Reinigungsprozesse in kontrollierten Forschungsumgebungen konzipiert ist. Dieses fortschrittliche Gerät vereint die grundlegenden Prinzipien der Destillation mit Reaktortechnologie und ermöglicht es Forschern, komplexe chemische Reaktionen durchzuführen, während gleichzeitig eine Trennung der Komponenten aufgrund ihrer Siedepunkte und Flüchtigkeitseigenschaften erfolgt. Der Labordestillationsreaktor dient als unverzichtbares Werkzeug für die chemische Synthese, die pharmazeutische Forschung, die petrochemische Analyse sowie akademische Untersuchungen. Seine Hauptfunktion besteht darin, flüssige Gemische zu erwärmen, um Dampfphasen zu erzeugen, die anschließend kondensiert und als getrennte Fraktionen mit erhöhtem Reinheitsgrad gesammelt werden. Zu den technischen Merkmalen dieses Geräts zählen präzise Temperaturregelungssysteme, effiziente Heizelemente, fortschrittliche Kondensationsmechanismen sowie ausgefeilte Überwachungsfunktionen, die eine optimale Leistung während der gesamten Versuchsabläufe sicherstellen. Moderne Labordestillationsreaktoren verfügen über digitale Schnittstellen, automatisierte Steuerungssysteme und Sicherheitsprotokolle, die sowohl Bediener als auch Proben während des Betriebs schützen. Die Reaktorkomponente ermöglicht simultane chemische Umsetzungen während des Destillationsvorgangs und ist daher besonders wertvoll für mehrstufige Syntheseprozesse. Anwendungsgebiete umfassen die pharmazeutische Entwicklung, bei der Wirkstoffverbindungen gereinigt und isoliert werden müssen, Umweltlaboratorien zur Analyse kontaminierter Proben, die Lebensmittel- und Getränkeindustrie zur Gewährleistung der Produktqualität sowie Forschungseinrichtungen, die grundlegende Studien zum chemischen Verhalten durchführen. Die Vielseitigkeit des Geräts erstreckt sich auf Verfahren wie fraktionierte Destillation, Wasserdampfdestillation, Vakuumdestillation und Molekulardestillation und ermöglicht so die Berücksichtigung unterschiedlichster experimenteller Anforderungen. Die Integration mit analytischen Instrumenten verbessert die Datenerfassung und Prozessoptimierung, während modulare Konstruktionen eine Anpassung an spezifische Forschungsanforderungen und laborbedingte Einschränkungen erlauben.