industrial molecular distillation
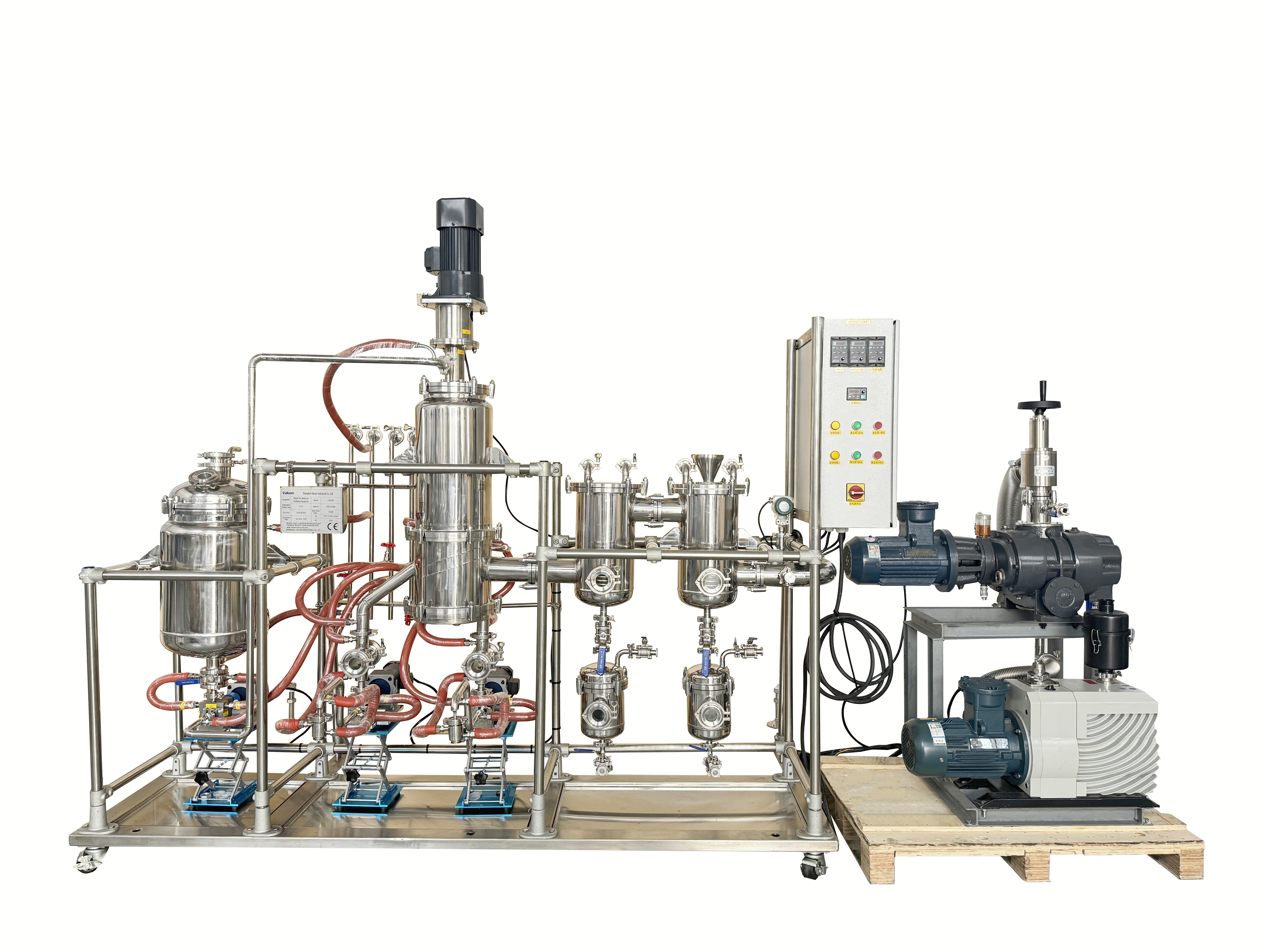
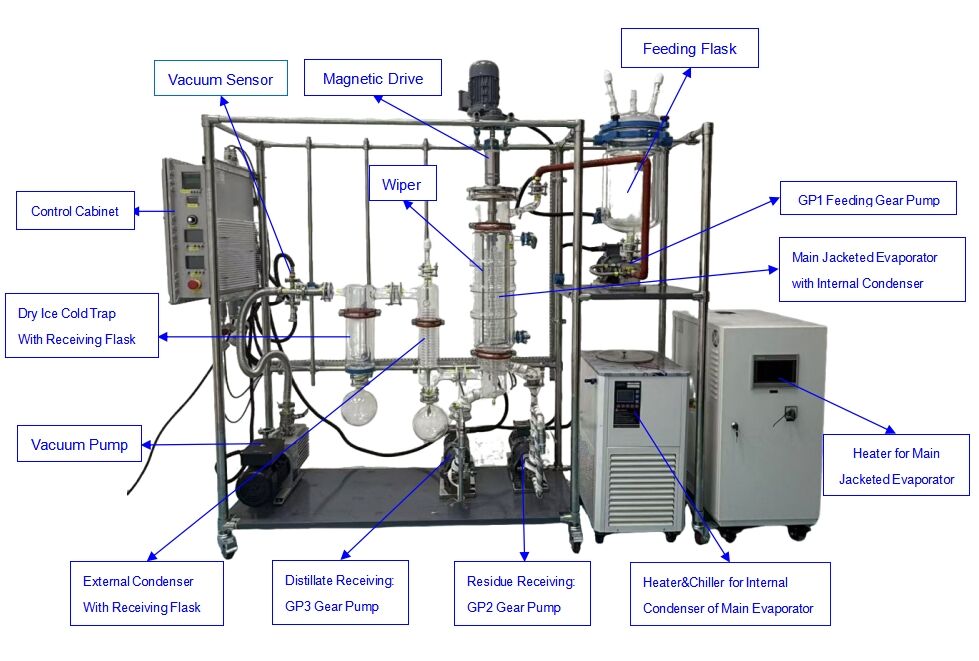
Industrial molecular distillation represents a cutting-edge separation technology that operates under high vacuum conditions to purify heat-sensitive compounds at temperatures significantly below their normal boiling points. This advanced thermal separation process utilizes the principle of short-path distillation, where molecules travel minimal distances between evaporation and condensation surfaces, typically less than the mean free path of vapor molecules. The technology excels in processing materials that would otherwise decompose under conventional distillation temperatures, making it invaluable for pharmaceutical, chemical, and specialty material industries. The main functions of industrial molecular distillation encompass the separation of complex mixtures, purification of high-value compounds, removal of unwanted impurities, and concentration of active ingredients while preserving their molecular integrity. Key technological features include ultra-high vacuum systems operating at pressures below 0.1 mbar, precisely controlled heating surfaces with uniform temperature distribution, efficient condensation systems with rapid cooling capabilities, and automated process controls that ensure consistent product quality. The equipment typically features a heated evaporator surface where feed material forms a thin film, allowing rapid evaporation of volatile components. A closely positioned condenser captures these vapors almost instantly, preventing thermal degradation and maintaining product purity. Applications span numerous industries including vitamin and supplement manufacturing, essential oil purification, polymer processing, pharmaceutical intermediate production, and specialty chemical synthesis. The technology proves particularly valuable for processing natural extracts, recovering valuable solvents, purifying monoglycerides and diglycerides, and manufacturing high-purity compounds for research applications. Industrial molecular distillation systems can process materials with molecular weights ranging from 200 to 1000 Daltons, operating at temperatures between 80°C to 300°C depending on the specific application requirements.