molecular distillation turnkey system
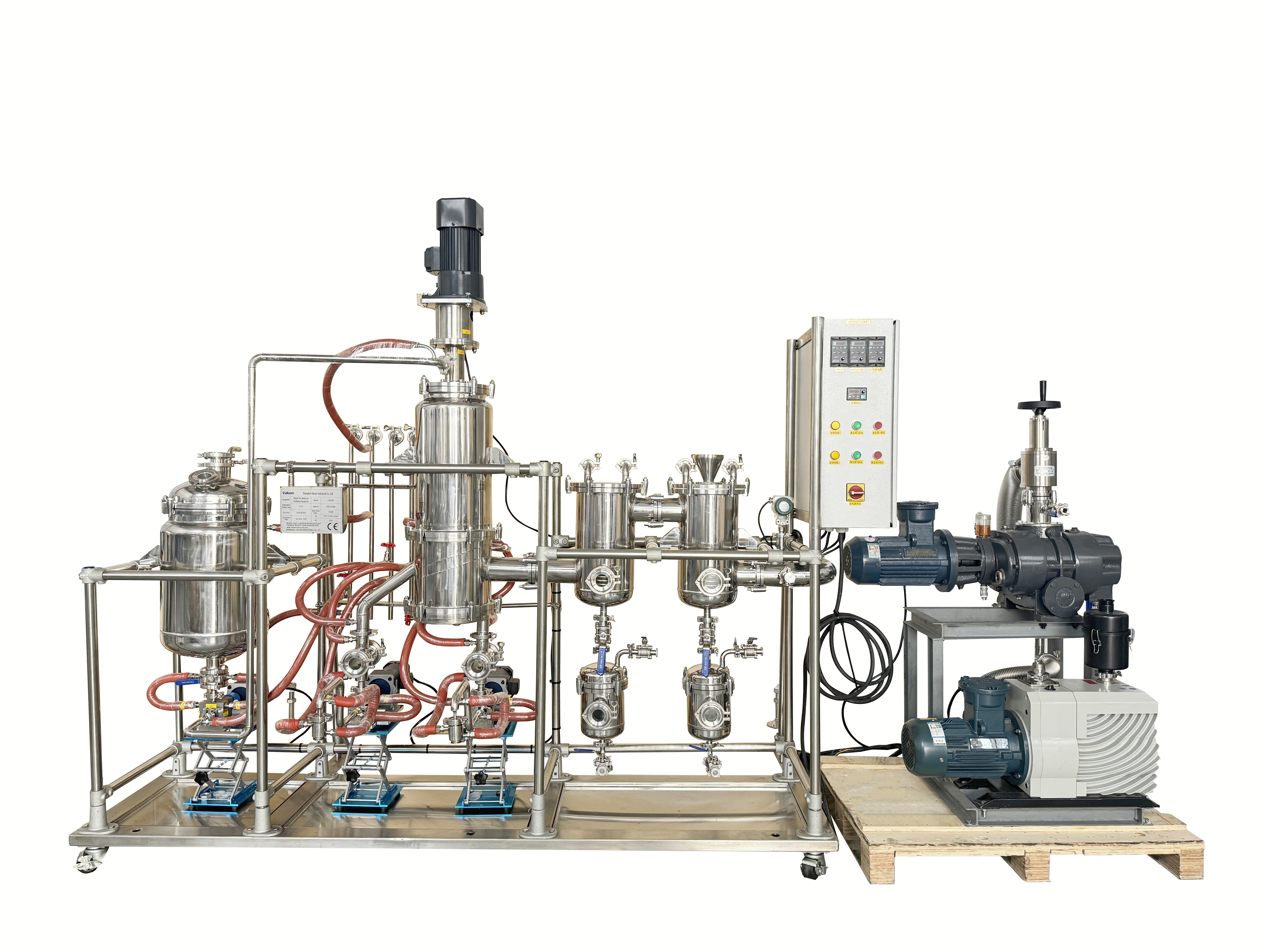
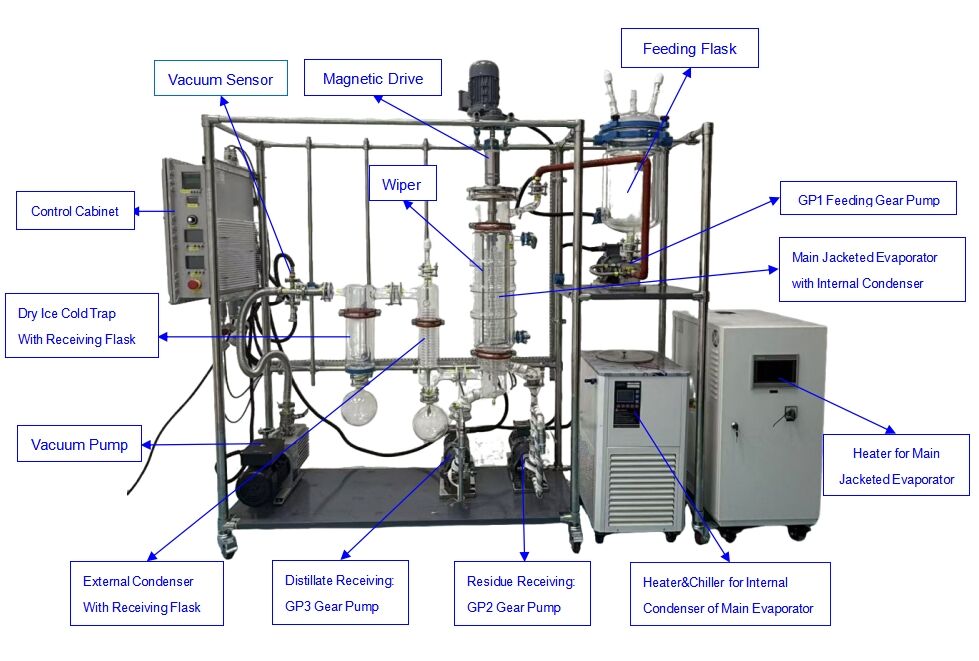
The molecular distillation turnkey system represents a cutting-edge solution for high-purity separation processes in various industries. This advanced technology operates under high vacuum conditions and low temperatures to achieve precise separation of heat-sensitive compounds without thermal degradation. The molecular distillation turnkey system utilizes the principle of molecular mean free path differences to separate components based on their molecular weights and volatilities. The complete system integrates multiple components including vacuum pumps, condensers, heating elements, and automated control systems to deliver consistent performance. Key functions encompass purification of pharmaceuticals, essential oils, fatty acids, vitamins, and specialty chemicals. The molecular distillation turnkey system features sophisticated temperature control mechanisms that maintain optimal operating conditions throughout the process. Advanced vacuum technology ensures minimal pressure environments, typically ranging from 0.1 to 10 Pa, enabling gentle separation of valuable compounds. The system incorporates stainless steel construction with specialized surface treatments to prevent contamination and ensure product purity. Automated monitoring systems continuously track parameters such as temperature, pressure, and flow rates to maintain process stability. The molecular distillation turnkey system includes integrated safety features like emergency shutdown protocols and leak detection systems. Applications span across pharmaceutical manufacturing, food processing, cosmetic production, and chemical refining industries. The technology proves particularly valuable for concentrating natural extracts, removing impurities from active pharmaceutical ingredients, and producing high-grade specialty chemicals. Environmental benefits include reduced energy consumption compared to conventional distillation methods and minimal waste generation. The molecular distillation turnkey system delivers exceptional separation efficiency while preserving the integrity of temperature-sensitive materials, making it indispensable for modern industrial processes requiring ultra-pure products.