distillazione molecolare industriale
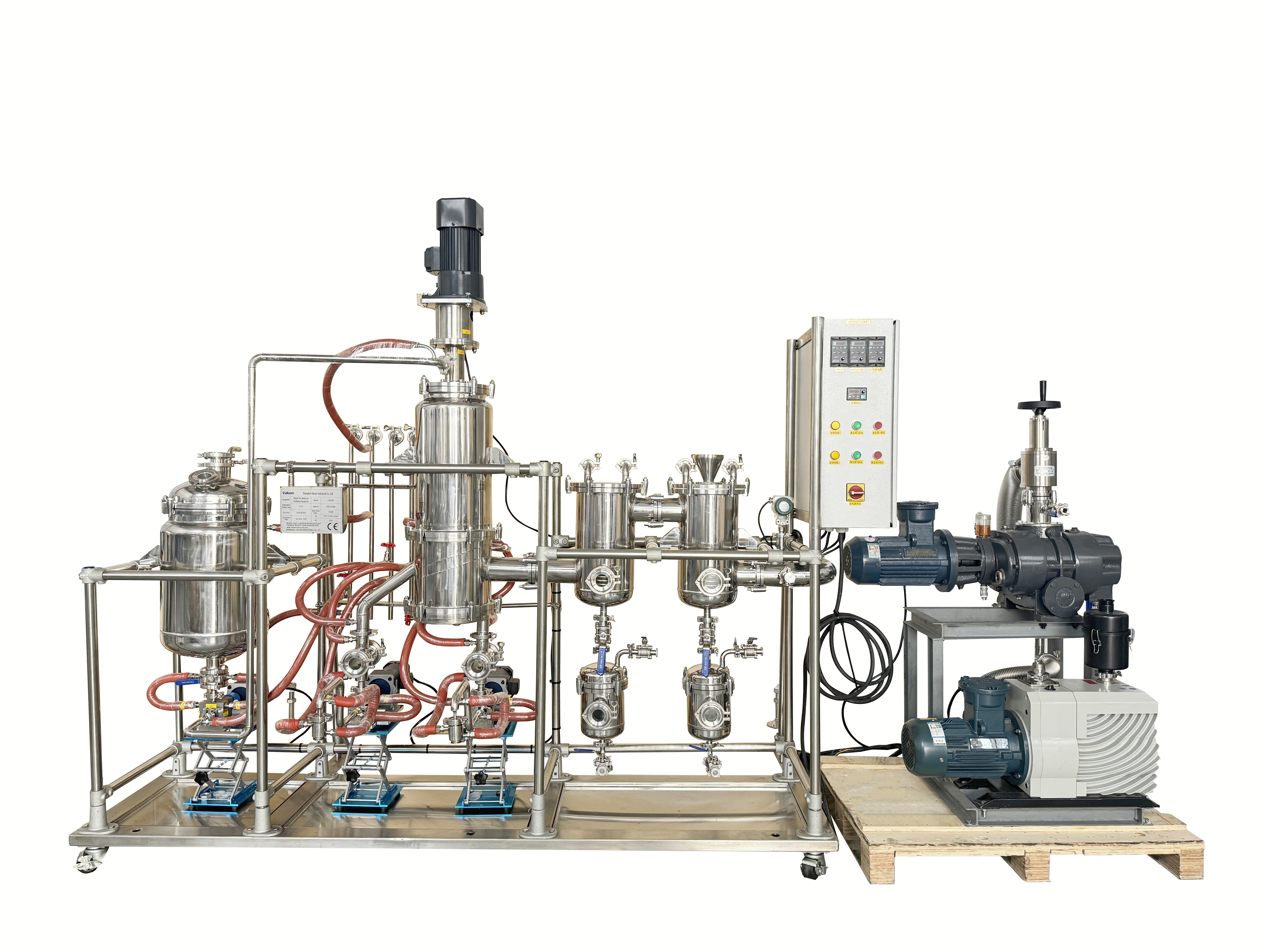
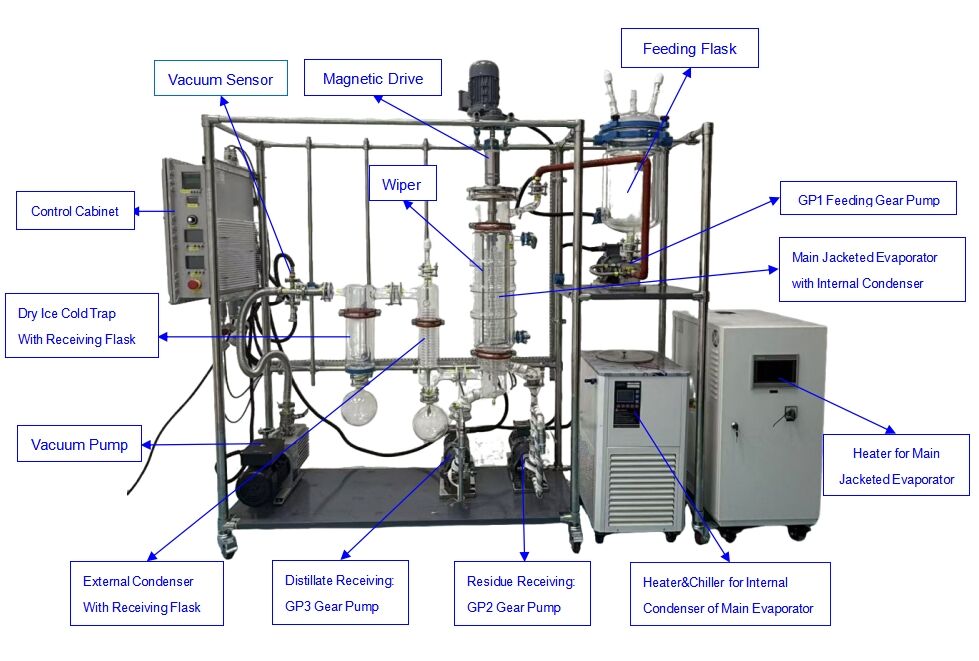
La distillazione molecolare industriale rappresenta una tecnologia di separazione all'avanguardia che opera in condizioni di alto vuoto per purificare composti termolabili a temperature significativamente inferiori ai rispettivi punti di ebollizione normali. Questo avanzato processo termico di separazione si basa sul principio della distillazione a corto cammino, in cui le molecole percorrono distanze minime tra la superficie di evaporazione e quella di condensazione, generalmente inferiori al libero cammino medio delle molecole di vapore. La tecnologia eccelle nel trattamento di materiali che altrimenti si decomporrebbero alle temperature tipiche della distillazione convenzionale, rendendola estremamente preziosa per i settori farmaceutico, chimico e dei materiali speciali. Le principali funzioni della distillazione molecolare industriale comprendono la separazione di miscele complesse, la purificazione di composti ad alto valore, l’eliminazione di impurità indesiderate e la concentrazione di principi attivi, preservandone l’integrità molecolare. Tra le caratteristiche tecnologiche fondamentali figurano sistemi di ultra-alto vuoto operanti a pressioni inferiori a 0,1 mbar, superfici riscaldanti controllate con precisione e dotate di distribuzione uniforme della temperatura, sistemi di condensazione efficienti con capacità di raffreddamento rapido e controlli di processo automatizzati che garantiscono una qualità costante del prodotto. L’impianto è generalmente dotato di una superficie evaporatrice riscaldata, sulla quale il materiale in ingresso forma un sottile film, consentendo un’evaporazione rapida dei componenti volatili. Un condensatore posizionato in prossimità cattura quasi istantaneamente questi vapori, prevenendo la degradazione termica e mantenendo l’elevata purezza del prodotto. Le applicazioni riguardano numerosi settori industriali, tra cui la produzione di vitamine e integratori, la purificazione di oli essenziali, la lavorazione dei polimeri, la produzione di intermedi farmaceutici e la sintesi di prodotti chimici speciali. La tecnologia si rivela particolarmente utile per il trattamento di estratti naturali, il recupero di solventi pregiati, la purificazione di monogliceridi e digliceridi e la produzione di composti ad alta purezza per applicazioni di ricerca. I sistemi di distillazione molecolare industriale possono trattare materiali con pesi molecolari compresi tra 200 e 1000 Dalton, operando a temperature comprese tra 80 °C e 300 °C, a seconda dei requisiti specifici dell’applicazione.