destilação molecular industrial
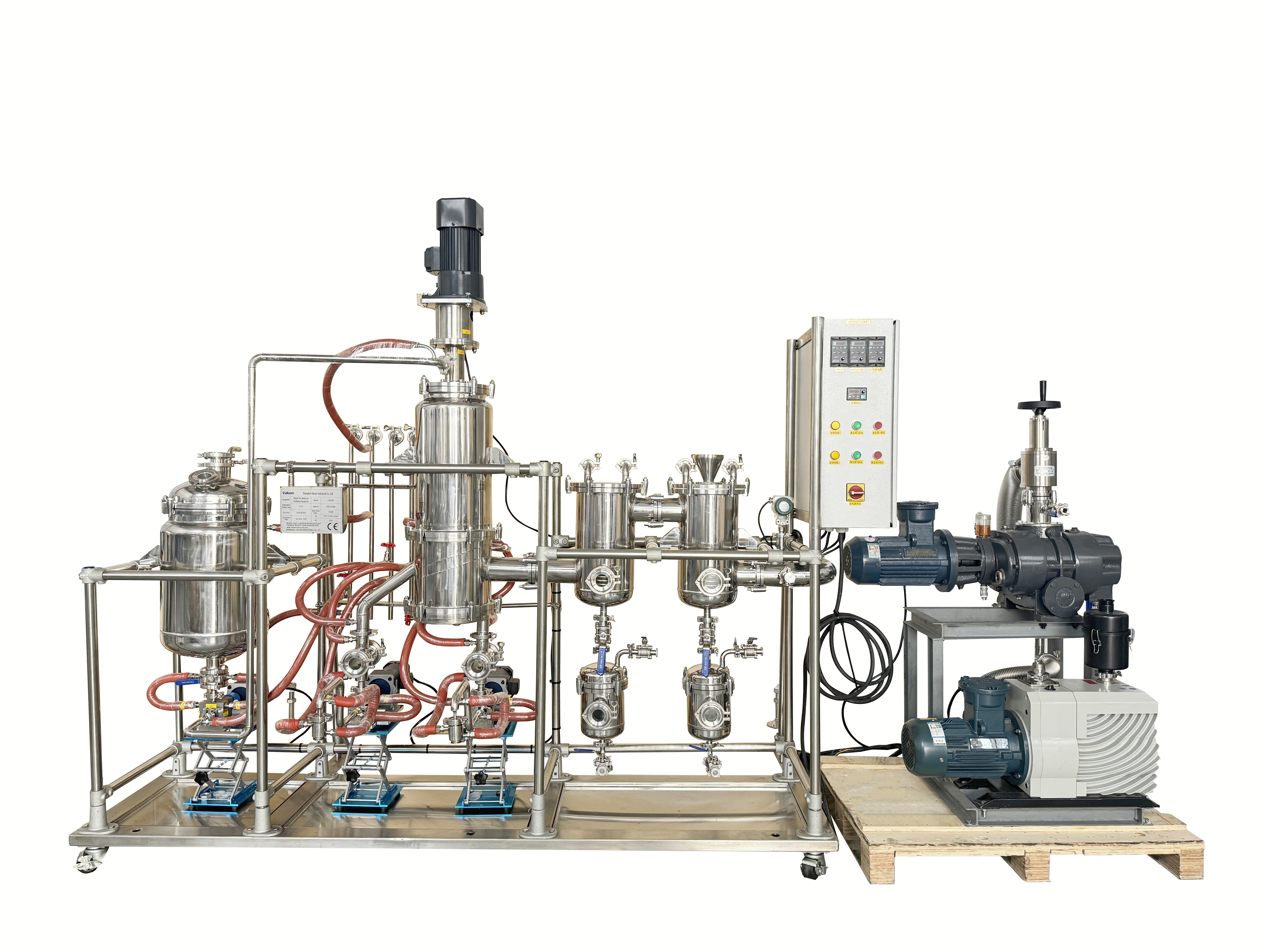
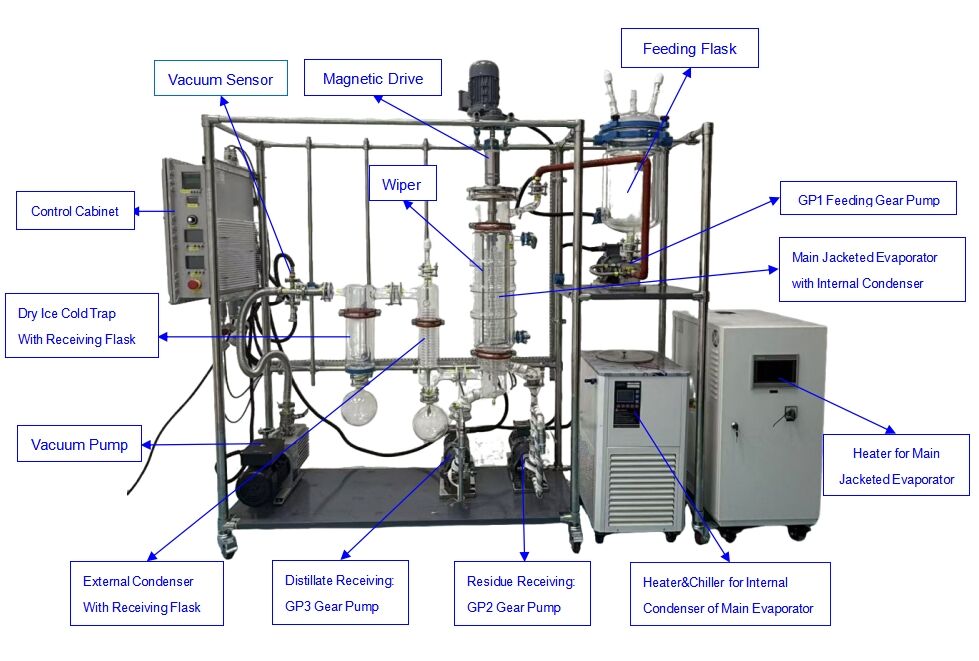
A destilação molecular industrial representa uma tecnologia avançada de separação que opera sob condições de alto vácuo para purificar compostos termossensíveis a temperaturas significativamente inferiores aos seus pontos normais de ebulição. Esse processo térmico avançado de separação baseia-se no princípio da destilação de curta trajetória, na qual as moléculas percorrem distâncias mínimas entre as superfícies de evaporação e condensação, normalmente menores que o livre caminho médio das moléculas de vapor. A tecnologia destaca-se no processamento de materiais que, de outra forma, se decomporiam sob as temperaturas empregadas na destilação convencional, tornando-a indispensável nas indústrias farmacêutica, química e de materiais especializados. As principais funções da destilação molecular industrial incluem a separação de misturas complexas, a purificação de compostos de alto valor, a remoção de impurezas indesejadas e a concentração de ingredientes ativos, preservando sua integridade molecular. Entre as características tecnológicas fundamentais estão sistemas de ultra-alto vácuo operando a pressões inferiores a 0,1 mbar, superfícies aquecidas com controle preciso e distribuição uniforme de temperatura, sistemas eficientes de condensação com capacidade de resfriamento rápido e controles automatizados do processo, garantindo qualidade consistente do produto. O equipamento geralmente dispõe de uma superfície evaporadora aquecida, onde o material alimentado forma uma película fina, permitindo a evaporação rápida dos componentes voláteis. Um condensador posicionado proximamente captura esses vapores quase instantaneamente, evitando a degradação térmica e mantendo a pureza do produto. As aplicações abrangem diversas indústrias, incluindo a fabricação de vitaminas e suplementos, a purificação de óleos essenciais, o processamento de polímeros, a produção de intermediários farmacêuticos e a síntese de produtos químicos especializados. A tecnologia revela-se particularmente valiosa no processamento de extratos naturais, na recuperação de solventes valiosos, na purificação de monoglicerídeos e diglicerídeos e na fabricação de compostos de alta pureza para aplicações em pesquisa. Os sistemas industriais de destilação molecular são capazes de processar materiais com massas moleculares compreendidas entre 200 e 1000 Daltons, operando em temperaturas entre 80 °C e 300 °C, conforme exigido pelas especificidades de cada aplicação.