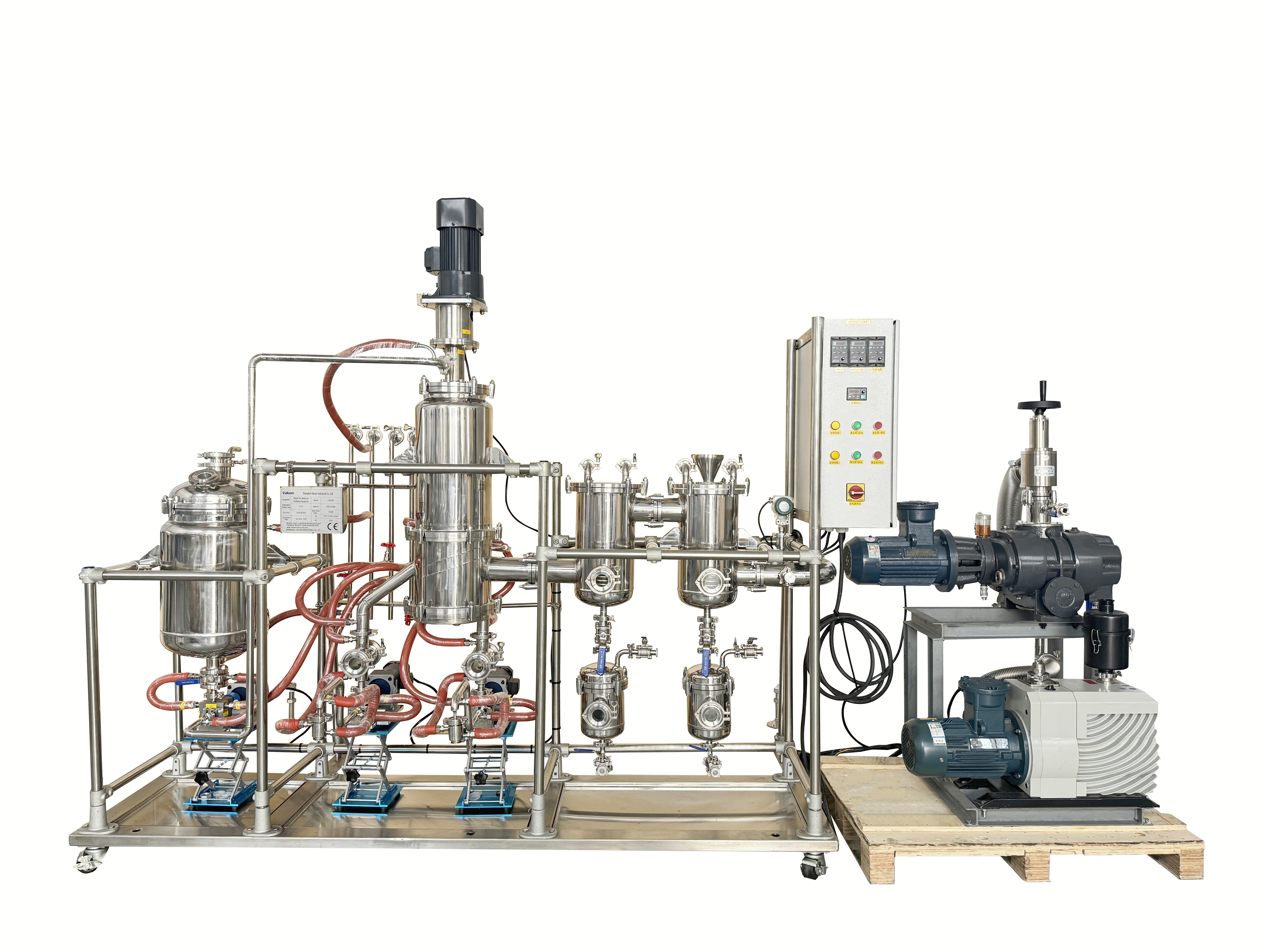
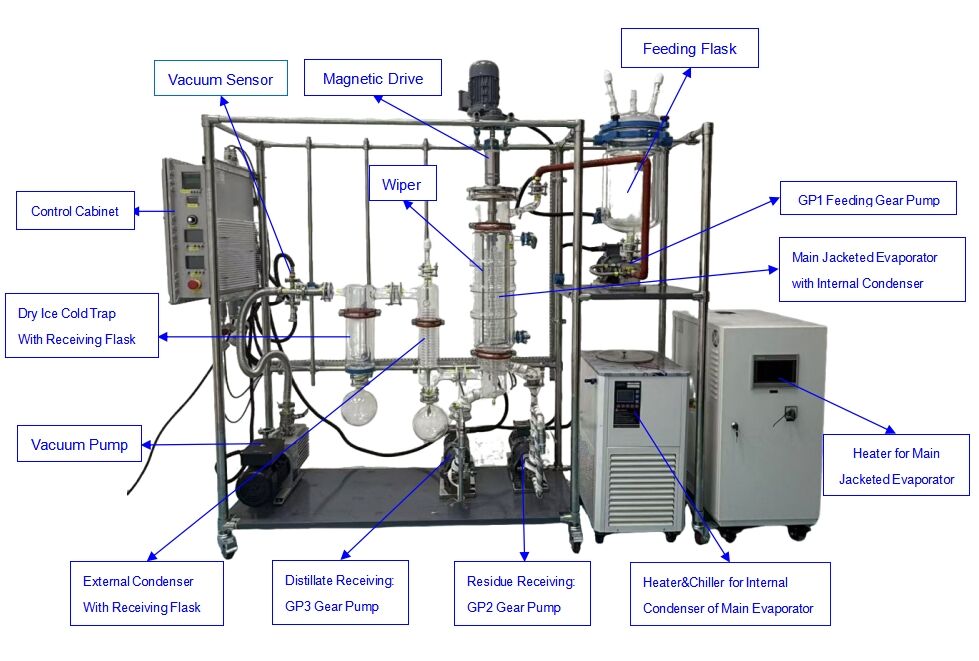
distillation moléculaire industrielle
La distillation moléculaire industrielle représente une technologie de séparation de pointe qui fonctionne sous vide poussé afin de purifier des composés thermosensibles à des températures nettement inférieures à leurs points d’ébullition normaux. Ce procédé thermique avancé de séparation repose sur le principe de la distillation à courte portée, où les molécules parcourent une distance minimale entre les surfaces d’évaporation et de condensation, généralement inférieure au libre parcours moyen des molécules de vapeur. Cette technologie se distingue particulièrement dans le traitement de matériaux qui, autrement, se décomposeraient à des températures de distillation conventionnelles, ce qui la rend inestimable pour les industries pharmaceutique, chimique et des matériaux spécialisés. Les fonctions principales de la distillation moléculaire industrielle comprennent la séparation de mélanges complexes, la purification de composés à haute valeur ajoutée, l’élimination d’impuretés indésirables, ainsi que la concentration d’ingrédients actifs tout en préservant leur intégrité moléculaire. Parmi ses caractéristiques technologiques clés figurent des systèmes de vide ultra-élevé fonctionnant à des pressions inférieures à 0,1 mbar, des surfaces chauffantes précisément régulées avec une répartition uniforme de la température, des systèmes de condensation efficaces dotés de capacités de refroidissement rapide, et des commandes automatisées du procédé garantissant une qualité constante du produit. L’équipement comporte typiquement une surface évaporatrice chauffée sur laquelle le matériau à traiter forme un film mince, permettant ainsi une évaporation rapide des composants volatils. Un condenseur placé à proximité immédiate capte ces vapeurs presque instantanément, empêchant toute dégradation thermique et assurant la pureté du produit. Ses applications couvrent de nombreux secteurs, notamment la fabrication de vitamines et de compléments alimentaires, la purification d’huiles essentielles, le traitement des polymères, la production d’intermédiaires pharmaceutiques et la synthèse de produits chimiques spécialisés. Cette technologie s’avère particulièrement précieuse pour le traitement d’extraits naturels, la récupération de solvants de valeur, la purification de monoglycérides et de diglycérides, ainsi que la fabrication de composés à très haute pureté destinés à des applications de recherche. Les systèmes de distillation moléculaire industrielle peuvent traiter des matériaux dont les masses moléculaires varient de 200 à 1000 daltons, à des températures comprises entre 80 °C et 300 °C, selon les exigences spécifiques de chaque application.