destilación molecular industrial
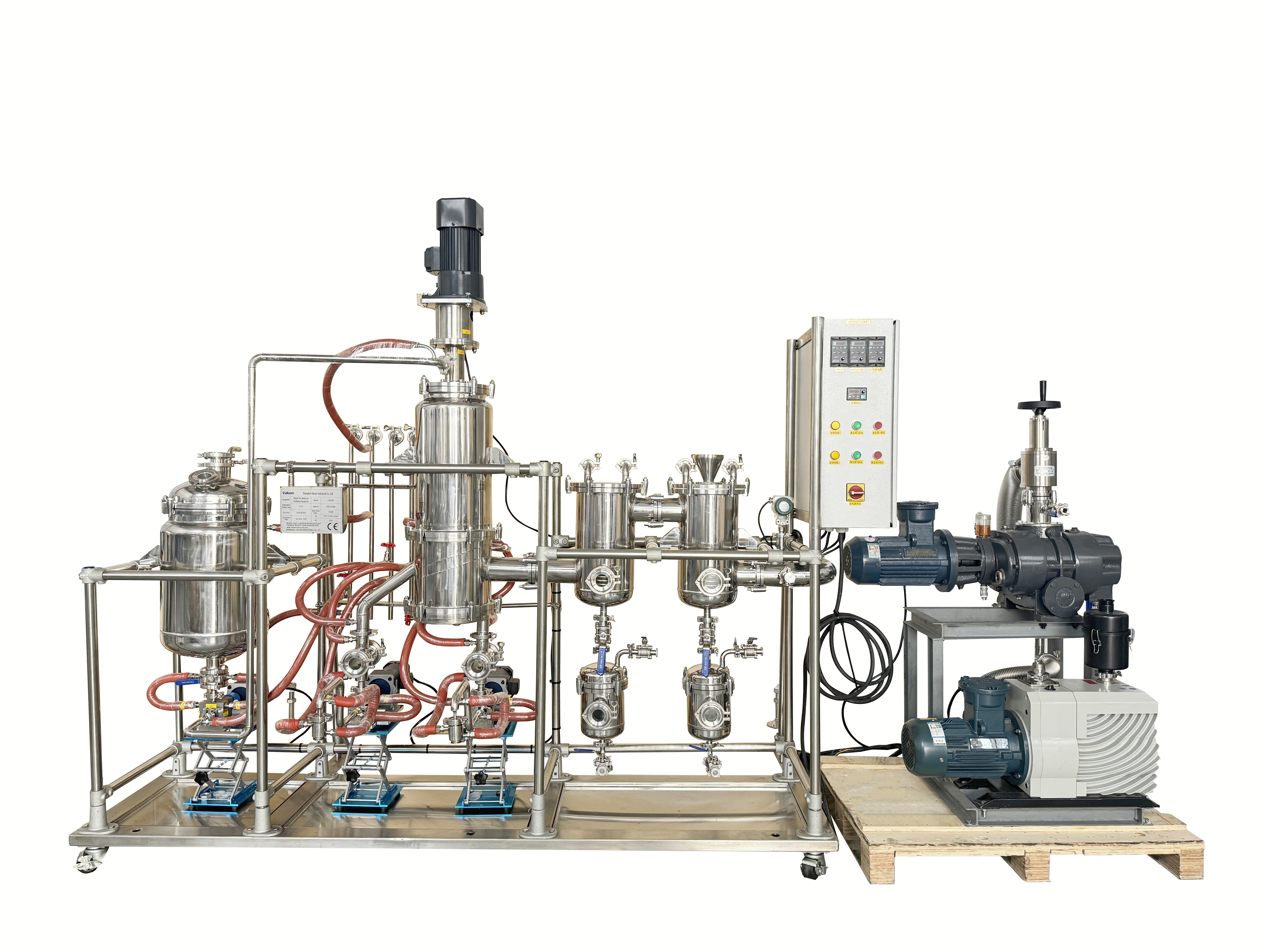
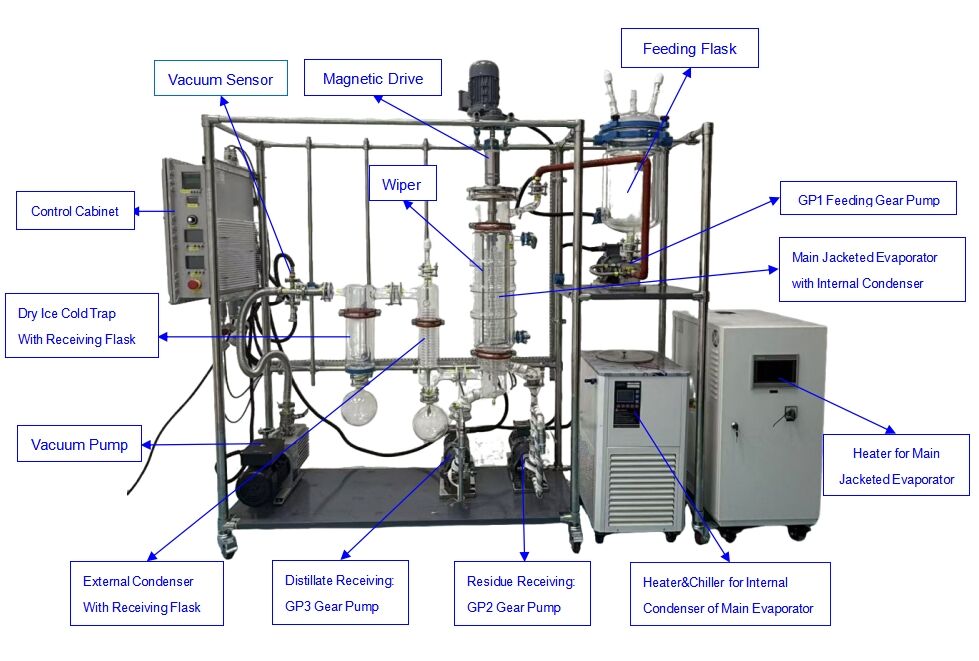
La destilación molecular industrial representa una tecnología de separación de vanguardia que opera bajo condiciones de alto vacío para purificar compuestos termosensibles a temperaturas significativamente inferiores a sus puntos de ebullición normales. Este avanzado proceso térmico de separación se basa en el principio de la destilación de corto recorrido, en el que las moléculas recorren distancias mínimas entre las superficies de evaporación y condensación, habitualmente menores que la longitud libre media de las moléculas de vapor. La tecnología destaca especialmente en el procesamiento de materiales que, de otro modo, se descompondrían a las temperaturas empleadas en la destilación convencional, lo que la convierte en un recurso invaluable para las industrias farmacéutica, química y de materiales especializados. Las funciones principales de la destilación molecular industrial abarcan la separación de mezclas complejas, la purificación de compuestos de alto valor, la eliminación de impurezas no deseadas y la concentración de principios activos, todo ello preservando su integridad molecular. Entre sus características tecnológicas clave se incluyen sistemas de ultraalto vacío que operan a presiones inferiores a 0,1 mbar, superficies calefactoras controladas con precisión y distribución uniforme de temperatura, sistemas eficientes de condensación con capacidad de enfriamiento rápido y controles automatizados del proceso que garantizan una calidad constante del producto. El equipo suele contar con una superficie evaporadora calentada sobre la cual el material de alimentación forma una película delgada, permitiendo así la evaporación rápida de los componentes volátiles. Un condensador ubicado muy cerca captura estos vapores casi instantáneamente, evitando la degradación térmica y manteniendo la pureza del producto. Sus aplicaciones abarcan numerosas industrias, como la fabricación de vitaminas y suplementos, la purificación de aceites esenciales, el procesamiento de polímeros, la producción de intermedios farmacéuticos y la síntesis de productos químicos especializados. La tecnología resulta particularmente valiosa para el procesamiento de extractos naturales, la recuperación de disolventes valiosos, la purificación de monoglicéridos y diglicéridos, y la fabricación de compuestos de alta pureza destinados a aplicaciones de investigación. Los sistemas industriales de destilación molecular pueden procesar materiales con pesos moleculares comprendidos entre 200 y 1000 Dalton, operando a temperaturas entre 80 °C y 300 °C, según los requisitos específicos de cada aplicación.