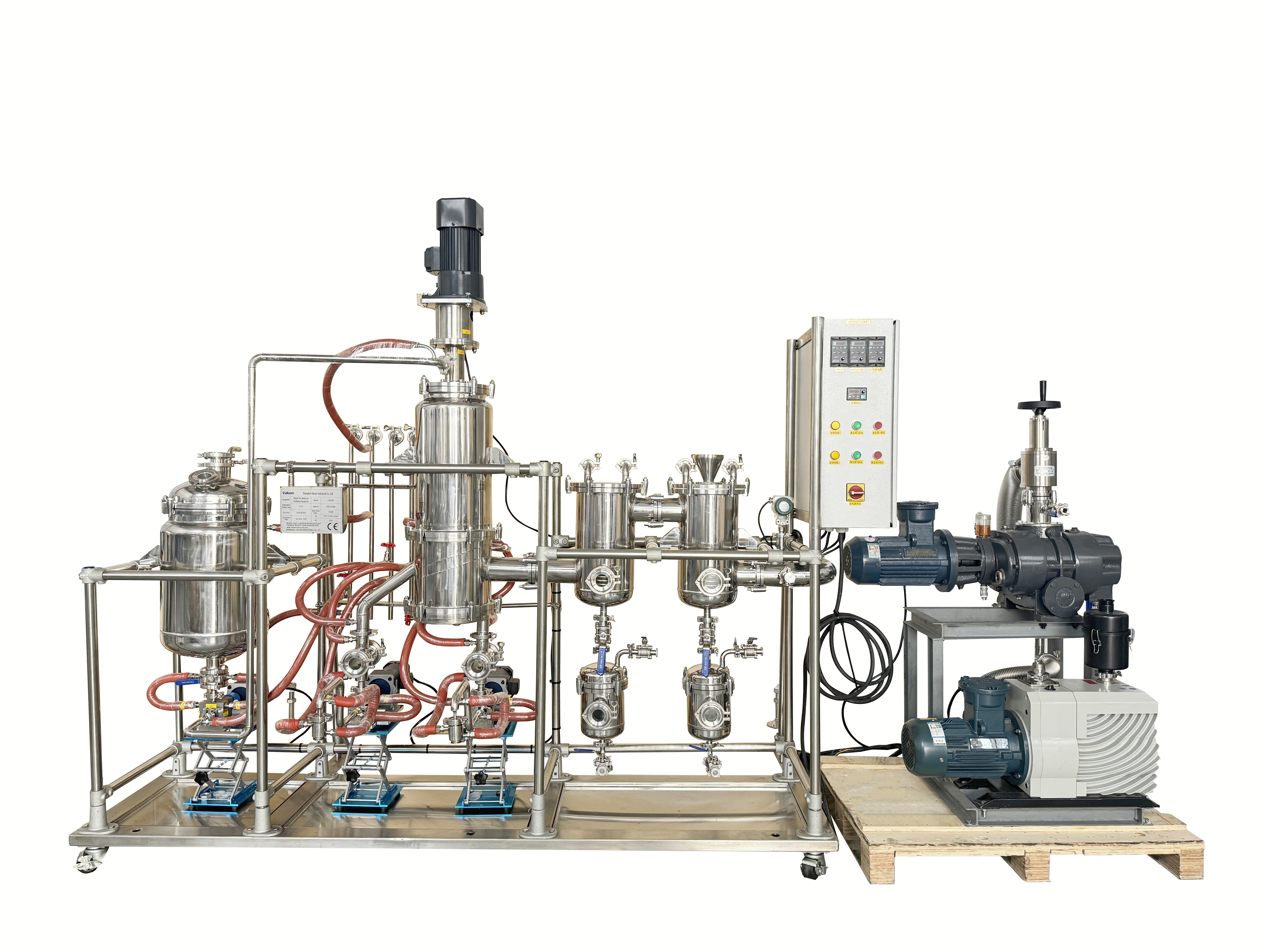
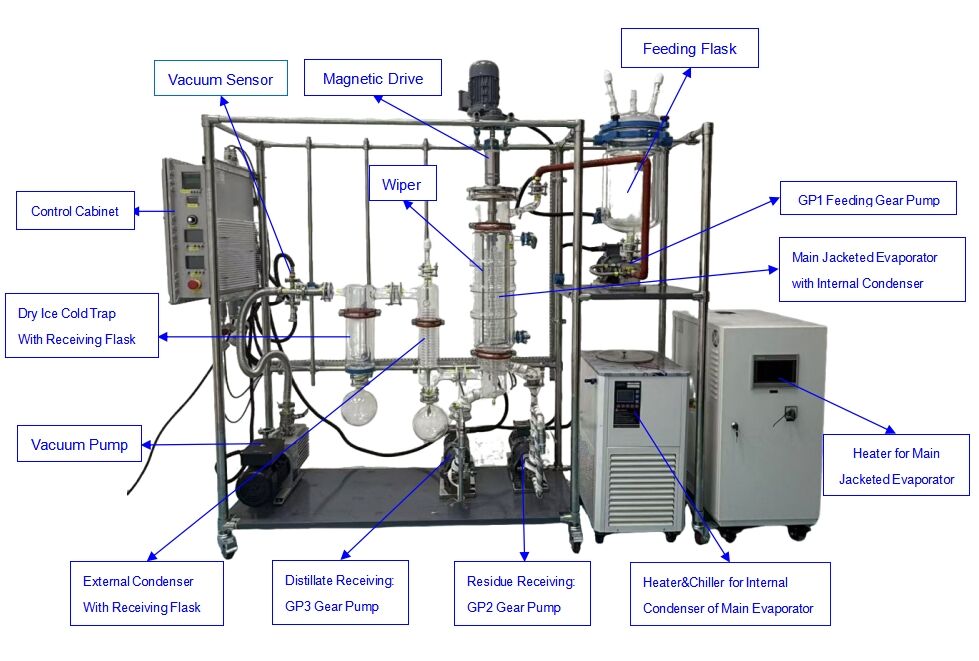
industrielle molekulare Destillation
Die industrielle Molekulardestillation stellt eine hochmoderne Trenntechnologie dar, die unter Hochvakuumbedingungen arbeitet, um wärmeempfindliche Verbindungen bei Temperaturen deutlich unterhalb ihrer normalen Siedepunkte zu reinigen. Dieses fortschrittliche thermische Trennverfahren beruht auf dem Prinzip der Kurzwegdestillation, bei der Moleküle nur minimale Wege zwischen Verdampfungs- und Kondensationsfläche zurücklegen – typischerweise kürzer als die mittlere freie Weglänge der Dampfmoleküle. Die Technologie eignet sich hervorragend für die Aufbereitung von Stoffen, die bei konventionellen Destillationstemperaturen sonst zerfallen würden, und ist daher von unschätzbarem Wert für die pharmazeutische, chemische sowie Spezialmaterialindustrie. Zu den Hauptfunktionen der industriellen Molekulardestillation zählen die Trennung komplexer Gemische, die Reinigung hochwertiger Verbindungen, die Entfernung unerwünschter Verunreinigungen sowie die Anreicherung wirksamer Inhaltsstoffe unter Erhaltung ihrer molekularen Integrität. Zu den wesentlichen technologischen Merkmalen gehören Ultra-Hochvakuum-Systeme mit Betriebsdrücken unter 0,1 mbar, präzise gesteuerte Heizflächen mit gleichmäßiger Temperaturverteilung, effiziente Kondensationssysteme mit schnellen Kühlkapazitäten sowie automatisierte Prozesssteuerungen, die eine konsistente Produktqualität sicherstellen. Die Anlagen verfügen typischerweise über eine beheizte Verdampferfläche, auf der das Einsatzmaterial einen dünnen Film bildet, wodurch eine rasche Verdampfung flüchtiger Komponenten ermöglicht wird. Ein eng positionierter Kondensator fängt diese Dämpfe nahezu augenblicklich ein, wodurch eine thermische Degradation verhindert und die Produktreinheit bewahrt wird. Die Anwendungen erstrecken sich über zahlreiche Branchen, darunter die Herstellung von Vitaminen und Nahrungsergänzungsmitteln, die Reinigung ätherischer Öle, die Polymerverarbeitung, die Produktion pharmazeutischer Zwischenprodukte sowie die Synthese spezieller Chemikalien. Die Technologie erweist sich insbesondere als wertvoll bei der Aufbereitung natürlicher Extrakte, der Rückgewinnung wertvoller Lösemittel, der Reinigung von Monoglyceriden und Diglyceriden sowie der Herstellung hochreiner Verbindungen für Forschungsanwendungen. Industrielle Molekulardestillationsanlagen können Materialien mit Molekulargewichten im Bereich von 200 bis 1000 Dalton verarbeiten und arbeiten bei Temperaturen zwischen 80 °C und 300 °C, abhängig von den jeweiligen Anforderungen der konkreten Anwendung.