extraction reactor for plant extraction
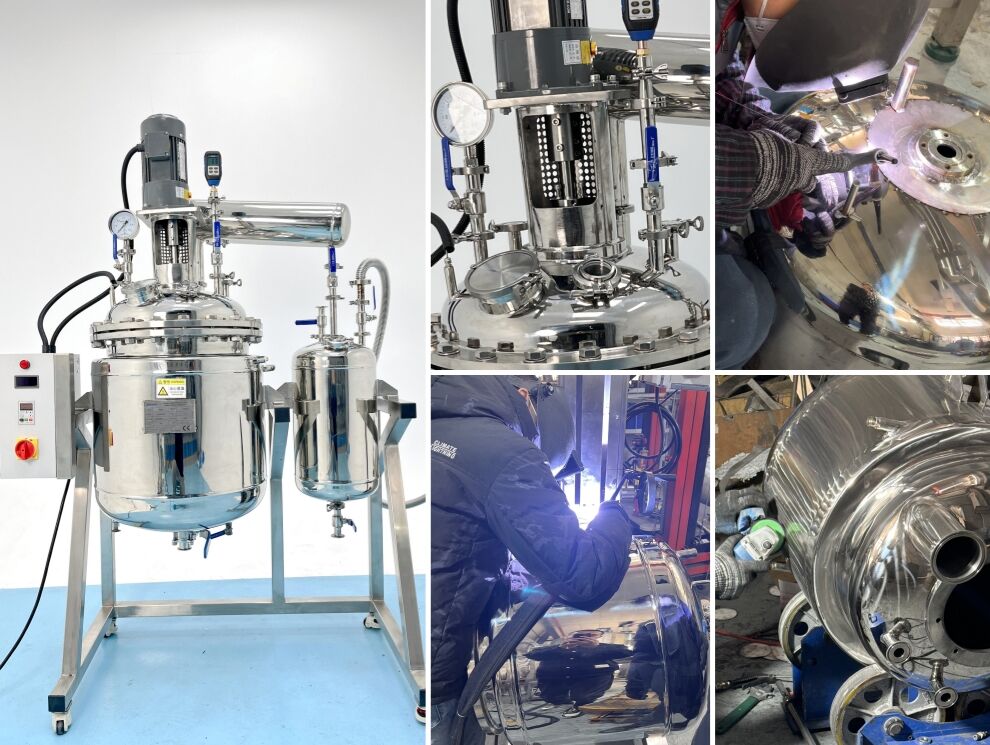
An extraction reactor for plant extraction represents a sophisticated piece of industrial equipment designed to efficiently separate valuable compounds from botanical materials through various extraction methodologies. This specialized system operates as the core component in modern plant processing facilities, enabling manufacturers to obtain essential oils, active pharmaceutical ingredients, nutraceuticals, and other high-value substances from diverse plant sources. The extraction reactor for plant extraction utilizes controlled environmental conditions including precise temperature regulation, pressure management, and solvent circulation to maximize yield while preserving the integrity of sensitive compounds. These reactors feature robust stainless steel construction with corrosion-resistant surfaces that meet pharmaceutical and food-grade standards. The main functions of an extraction reactor for plant extraction encompass solvent-based extraction, supercritical fluid extraction, and steam distillation processes. Advanced control systems monitor critical parameters such as extraction time, temperature profiles, and solvent-to-material ratios to ensure consistent product quality. The technological features include automated loading and unloading mechanisms, integrated filtration systems, solvent recovery capabilities, and real-time monitoring through digital interfaces. Modern extraction reactor for plant extraction systems incorporate safety features like pressure relief valves, emergency shutdown protocols, and explosion-proof electrical components. These reactors find extensive applications across multiple industries including pharmaceuticals, cosmetics, food and beverage, aromatherapy, and dietary supplements. The versatility of an extraction reactor for plant extraction allows processing of various botanical materials ranging from herbs and spices to flowers, leaves, roots, and bark. Scalability options enable operations from laboratory research to full-scale commercial production, making these systems suitable for startups and established manufacturers alike.