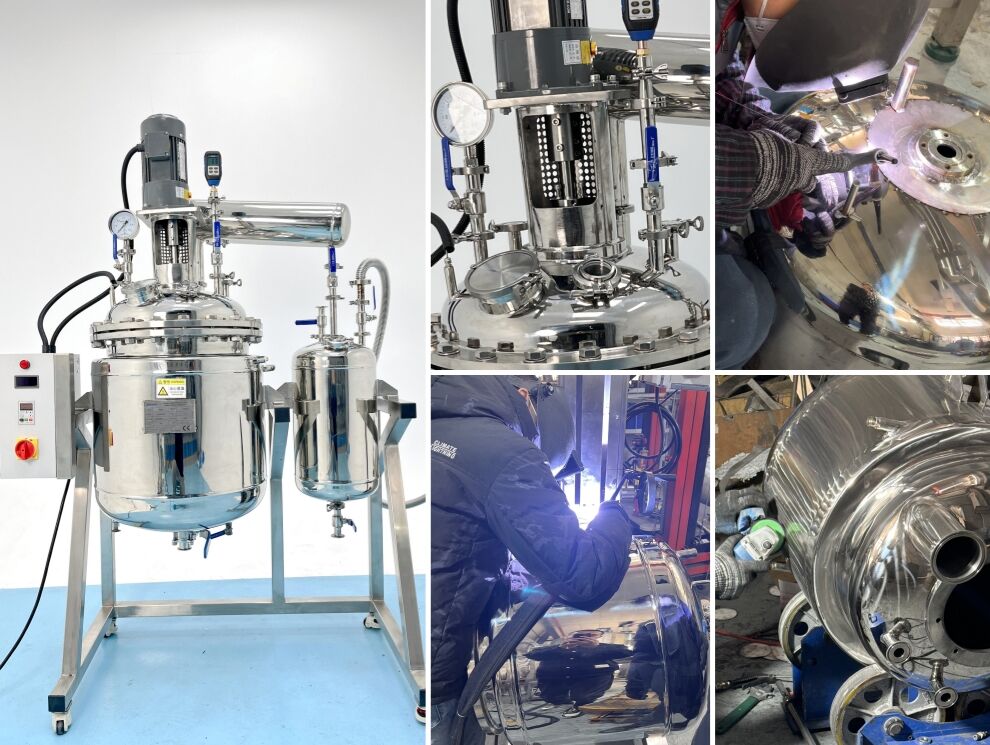
reactor de extracción para extracción vegetal
Un reactor de extracción para la extracción vegetal representa un equipo industrial sofisticado diseñado para separar eficientemente compuestos valiosos de materiales botánicos mediante diversas metodologías de extracción. Este sistema especializado funciona como componente central en instalaciones modernas de procesamiento vegetal, permitiendo a los fabricantes obtener aceites esenciales, principios activos farmacéuticos, nutracéuticos y otras sustancias de alto valor a partir de diversas fuentes vegetales. El reactor de extracción para la extracción vegetal utiliza condiciones ambientales controladas, incluida una regulación precisa de la temperatura, la gestión de la presión y la circulación de disolventes, con el fin de maximizar el rendimiento y preservar la integridad de los compuestos sensibles. Estos reactores presentan una construcción robusta de acero inoxidable con superficies resistentes a la corrosión que cumplen con los estándares farmacéuticos y alimentarios. Las funciones principales de un reactor de extracción para la extracción vegetal abarcan la extracción basada en disolventes, la extracción con fluidos supercríticos y los procesos de destilación al vapor. Los sistemas de control avanzados supervisan parámetros críticos, como el tiempo de extracción, los perfiles de temperatura y las proporciones de disolvente respecto al material, para garantizar una calidad constante del producto. Entre sus características tecnológicas se incluyen mecanismos automatizados de carga y descarga, sistemas de filtración integrados, capacidades de recuperación de disolventes y monitoreo en tiempo real mediante interfaces digitales. Los sistemas modernos de reactor de extracción para la extracción vegetal incorporan medidas de seguridad, como válvulas de alivio de presión, protocolos de parada de emergencia y componentes eléctricos a prueba de explosiones. Estos reactores encuentran aplicaciones extensas en múltiples industrias, entre ellas la farmacéutica, la cosmética, la alimentaria y bebidas, la aromaterapia y los suplementos dietéticos. La versatilidad de un reactor de extracción para la extracción vegetal permite el procesamiento de diversos materiales botánicos, desde hierbas y especias hasta flores, hojas, raíces y corteza. Las opciones de escalabilidad permiten operaciones desde investigación en laboratorio hasta producción comercial a gran escala, lo que hace que estos sistemas sean adecuados tanto para empresas emergentes como para fabricantes consolidados.