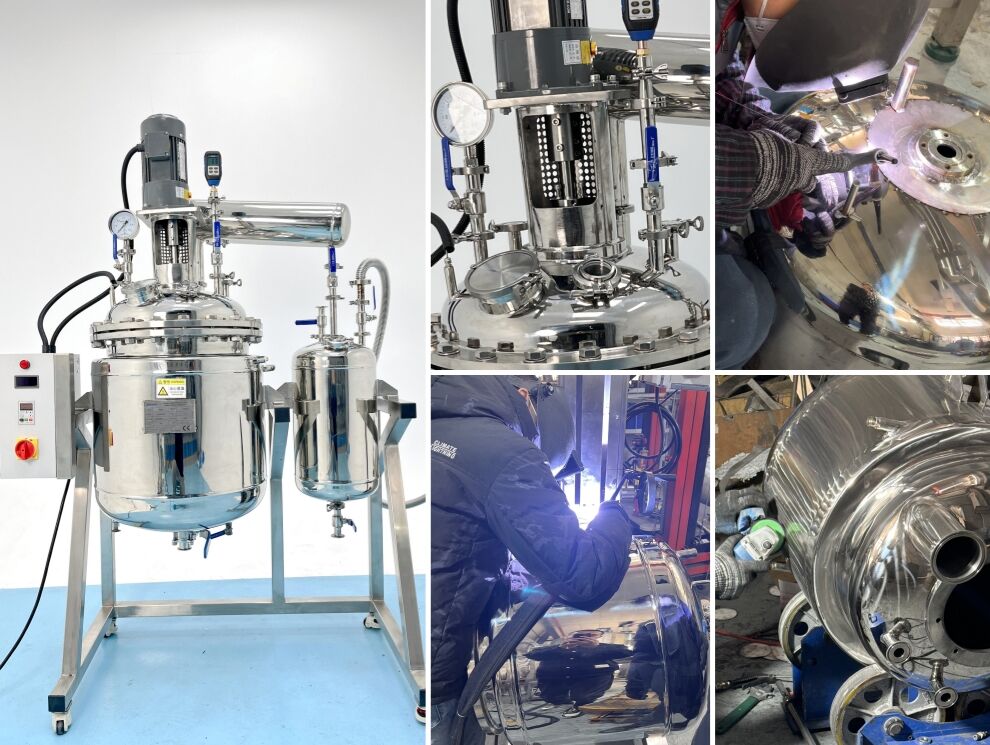
cuve du réacteur de distillation
Un réacteur-distillateur représente un équipement industriel sophistiqué qui combine des procédés de réaction et de séparation au sein d’un système unique et intégré. Cette technologie innovante fonctionne à la fois comme réacteur chimique et comme colonne de distillation, permettant des réactions chimiques simultanées et une purification des produits grâce à un chauffage, un brassage et une séparation vapeur-liquide contrôlés. Le réacteur-distillateur fonctionne selon les principes fondamentaux du transfert de matière, des échanges thermiques et de la cinétique chimique afin d’atteindre une efficacité optimale du procédé. Le récipient comporte généralement plusieurs zones, notamment des chambres de réaction, des sections de chauffage et des étapes de séparation, qui agissent de concert pour maximiser le rendement et la pureté du produit. Les réacteurs-distillateurs modernes intègrent des systèmes de commande avancés surveillant en continu la température, la pression, les débits et les paramètres de composition tout au long du procédé. Ces équipements sont largement utilisés dans les raffineries pétrochimiques, la fabrication pharmaceutique, la production de produits chimiques spécialisés et les installations de traitement biochimique. Cette technologie permet un fonctionnement continu tout en assurant un contrôle précis des conditions de réaction et des paramètres de séparation. Parmi ses composants clés figurent des échangeurs thermiques sophistiqués, des systèmes internes de garnissage ou de plateaux, des condenseurs de vapeur et des interfaces de commande automatisées. La conception du réacteur-distillateur s’adapte à divers types de matières premières et permet de traiter aussi bien en mode discontinu qu’en mode continu. Les ingénieurs conçoivent ces récipients en matériaux résistant à la corrosion, tels que l’acier inoxydable, des alliages spécialisés ou des surfaces vitrifiées, selon l’environnement chimique spécifique. Les dispositifs de sécurité comprennent des systèmes de soulagement de pression, des protocoles d’arrêt d’urgence et des équipements de surveillance complets garantissant un fonctionnement sûr. La configuration du récipient peut être personnalisée en fonction des exigences spécifiques du procédé, notamment avec des conceptions à un ou plusieurs étages, des capacités de reflux et des systèmes catalytiques intégrés. Cette polyvalence fait du réacteur-distillateur un outil indispensable dans les opérations modernes de transformation chimique, visant à optimiser l’efficacité, à réduire les coûts d’exploitation et à maintenir une qualité constante des produits, tout en respectant des normes environnementales et de sécurité rigoureuses.