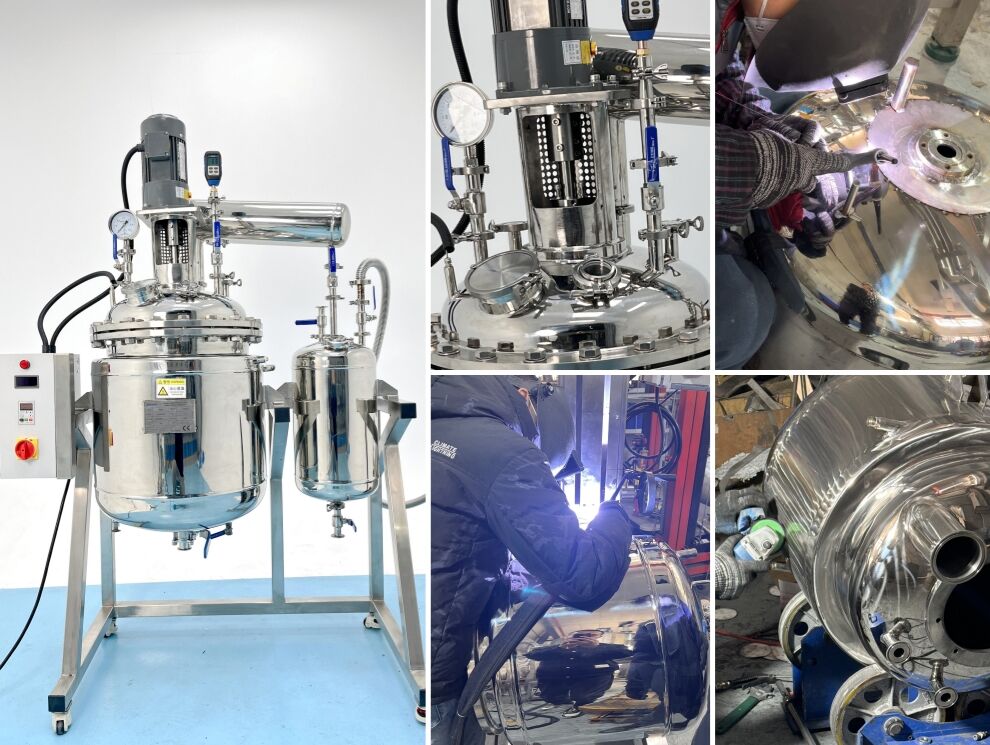
bình phản ứng chưng cất
Một thiết bị phản ứng chưng cất là một loại thiết bị công nghiệp tinh vi, kết hợp cả quá trình phản ứng và tách biệt trong một hệ thống tích hợp duy nhất. Công nghệ đổi mới này vừa đóng vai trò là một thiết bị phản ứng hóa học, vừa là một cột chưng cất, cho phép thực hiện đồng thời các phản ứng hóa học và làm sạch sản phẩm thông qua việc kiểm soát nhiệt độ, khuấy trộn và tách pha hơi – lỏng. Thiết bị phản ứng chưng cất hoạt động dựa trên các nguyên lý cơ bản về truyền khối, trao đổi nhiệt và động học hóa học nhằm đạt được hiệu suất quy trình tối ưu. Thiết bị thường bao gồm nhiều vùng chức năng như buồng phản ứng, khu vực gia nhiệt và các bậc tách biệt, phối hợp nhịp nhàng với nhau để tối đa hóa năng suất và độ tinh khiết của sản phẩm. Các thiết bị phản ứng chưng cất hiện đại được tích hợp hệ thống điều khiển tiên tiến, giám sát liên tục các thông số như nhiệt độ, áp suất, lưu lượng và thành phần trong suốt toàn bộ quá trình. Những thiết bị này được sử dụng rộng rãi tại các nhà máy lọc hóa dầu, cơ sở sản xuất dược phẩm, cơ sở sản xuất hóa chất đặc chủng và các nhà máy xử lý sinh hóa. Công nghệ này cho phép vận hành liên tục trong khi vẫn duy trì kiểm soát chính xác các điều kiện phản ứng và các thông số tách biệt. Các thành phần chủ chốt bao gồm các bộ trao đổi nhiệt tinh vi, hệ thống đệm hoặc mâm bên trong, bộ ngưng tụ hơi và giao diện điều khiển tự động. Thiết kế thiết bị phản ứng chưng cất có khả năng thích ứng với nhiều loại nguyên liệu đầu vào khác nhau và có thể xử lý cả chế độ vận hành theo mẻ lẫn liên tục. Kỹ sư thiết kế những thiết bị này bằng các vật liệu chống ăn mòn như thép không gỉ, hợp kim chuyên dụng hoặc bề mặt tráng thủy tinh, tùy thuộc vào môi trường hóa chất cụ thể. Các tính năng an toàn bao gồm hệ thống xả áp, quy trình tắt khẩn cấp và thiết bị giám sát toàn diện nhằm đảm bảo vận hành an toàn. Cấu hình thiết bị có thể được tùy chỉnh theo yêu cầu quy trình cụ thể, bao gồm thiết kế một bậc hoặc nhiều bậc, khả năng hoàn lưu (reflux) và hệ thống xúc tác tích hợp. Sự linh hoạt này khiến thiết bị phản ứng chưng cất trở thành một công cụ không thể thiếu trong các hoạt động chế biến hóa chất hiện đại, nhằm tối ưu hóa hiệu quả, giảm chi phí vận hành và duy trì chất lượng sản phẩm ổn định, đồng thời đáp ứng đầy đủ các tiêu chuẩn môi trường và an toàn nghiêm ngặt.