chemical synthesis reactors
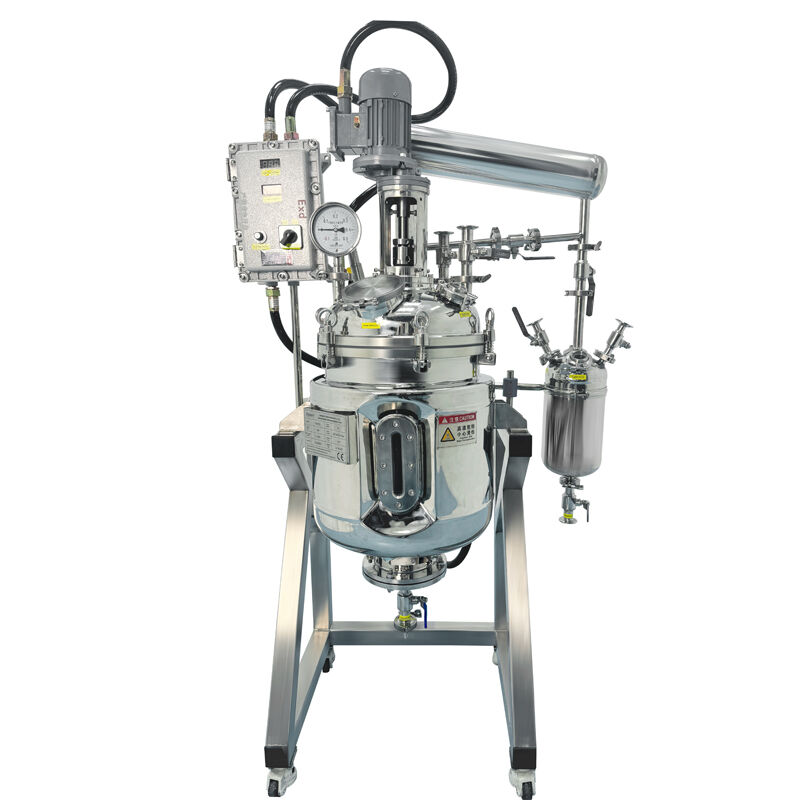
Chemical synthesis reactors represent sophisticated engineering systems designed to facilitate controlled chemical reactions across diverse industrial applications. These specialized vessels serve as the cornerstone of modern chemical manufacturing, enabling precise manipulation of reaction conditions to achieve optimal product yields and quality standards. The primary functions of chemical synthesis reactors encompass temperature regulation, pressure control, mixing optimization, and reaction monitoring throughout the synthesis process. These reactors incorporate advanced technological features including automated control systems, real-time monitoring capabilities, and safety protocols that ensure consistent performance while maintaining operator protection. The versatility of chemical synthesis reactors makes them indispensable across pharmaceutical manufacturing, petrochemical processing, specialty chemical production, and research laboratories. Modern chemical synthesis reactors utilize cutting-edge materials such as stainless steel, glass-lined surfaces, and specialized alloys that resist corrosion while maintaining product purity. Advanced heat transfer systems enable precise temperature control, while sophisticated agitation mechanisms ensure uniform mixing and mass transfer. Digital control interfaces provide operators with comprehensive oversight of reaction parameters, allowing for real-time adjustments and process optimization. Safety features integrated into chemical synthesis reactors include pressure relief systems, emergency shutdown protocols, and containment measures that protect both personnel and the environment. The scalability of these systems allows manufacturers to transition seamlessly from laboratory-scale development to full-scale production while maintaining consistent reaction conditions and product quality. Chemical synthesis reactors support batch processing, continuous operation, and semi-batch configurations, providing flexibility to accommodate various production requirements and chemical processes across multiple industries.