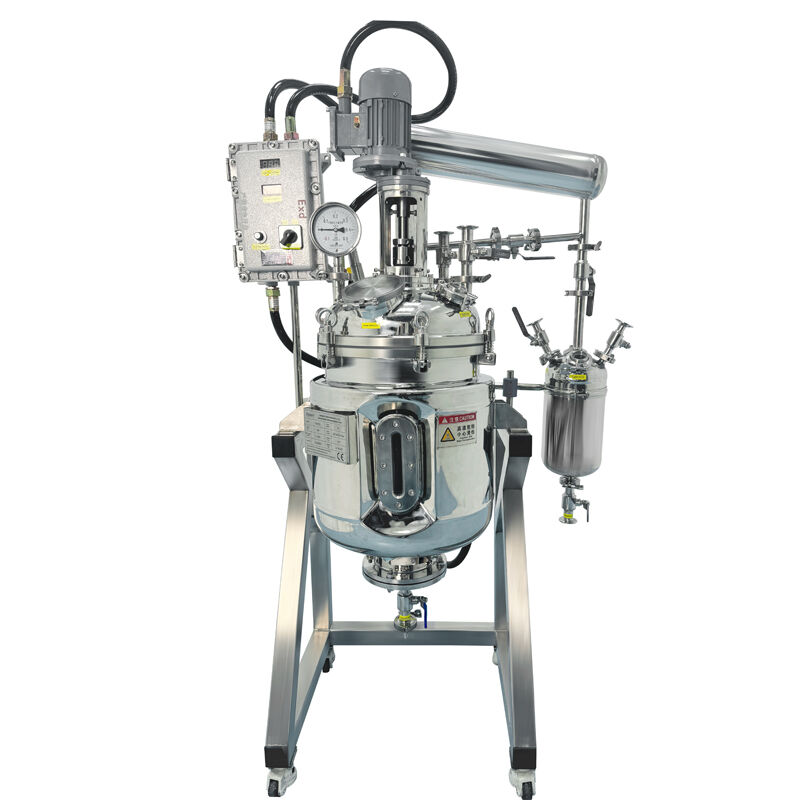
chemische Synthesesreaktoren
Chemische Synthesereaktoren stellen hochentwickelte technische Systeme dar, die für die Durchführung kontrollierter chemischer Reaktionen in einer Vielzahl industrieller Anwendungen konzipiert sind. Diese spezialisierten Apparate bilden die Grundlage der modernen chemischen Fertigung und ermöglichen eine präzise Steuerung der Reaktionsbedingungen, um optimale Produktausbeuten und Qualitätsstandards zu erreichen. Zu den Hauptfunktionen chemischer Synthesereaktoren zählen die Temperaturregelung, die Druckkontrolle, die Optimierung des Rührvorgangs sowie die Überwachung der Reaktion während des gesamten Syntheseprozesses. Diese Reaktoren verfügen über fortschrittliche technologische Merkmale wie automatisierte Regelungssysteme, Echtzeit-Überwachungsfunktionen und Sicherheitsprotokolle, die eine konsistente Leistung gewährleisten und gleichzeitig den Schutz der Bediener sicherstellen. Die Vielseitigkeit chemischer Synthesereaktoren macht sie in der pharmazeutischen Produktion, der petrochemischen Verarbeitung, der Herstellung von Spezialchemikalien sowie in Forschungslaboratorien unverzichtbar. Moderne chemische Synthesereaktoren nutzen hochentwickelte Werkstoffe wie Edelstahl, glasbeschichtete Oberflächen und spezielle Legierungen, die korrosionsbeständig sind und gleichzeitig die Produktreinheit bewahren. Fortschrittliche Wärmeübertragungssysteme ermöglichen eine präzise Temperaturkontrolle, während hochentwickelte Rührmechanismen eine homogene Durchmischung und einen effizienten Stoffaustausch sicherstellen. Digitale Steuerungsinterfaces bieten den Bedienern umfassende Übersicht über die Reaktionsparameter und erlauben Echtzeiteinstellungen sowie Prozessoptimierungen. Zu den in chemische Synthesereaktoren integrierten Sicherheitsmerkmalen zählen Druckentlastungssysteme, Notabschaltprotokolle und Abschirmmaßnahmen, die sowohl das Personal als auch die Umwelt schützen. Die Skalierbarkeit dieser Systeme ermöglicht es Herstellern, nahtlos vom Laborversuch über die Entwicklungsphase bis hin zur vollständigen Serienproduktion zu wechseln, wobei stets konsistente Reaktionsbedingungen und Produktqualität gewährleistet bleiben. Chemische Synthesereaktoren unterstützen Chargenverfahren, kontinuierlichen Betrieb sowie halbkontinuierliche Konfigurationen und bieten dadurch die erforderliche Flexibilität, um unterschiedlichste Produktionsanforderungen und chemische Prozesse in zahlreichen Branchen abzudecken.