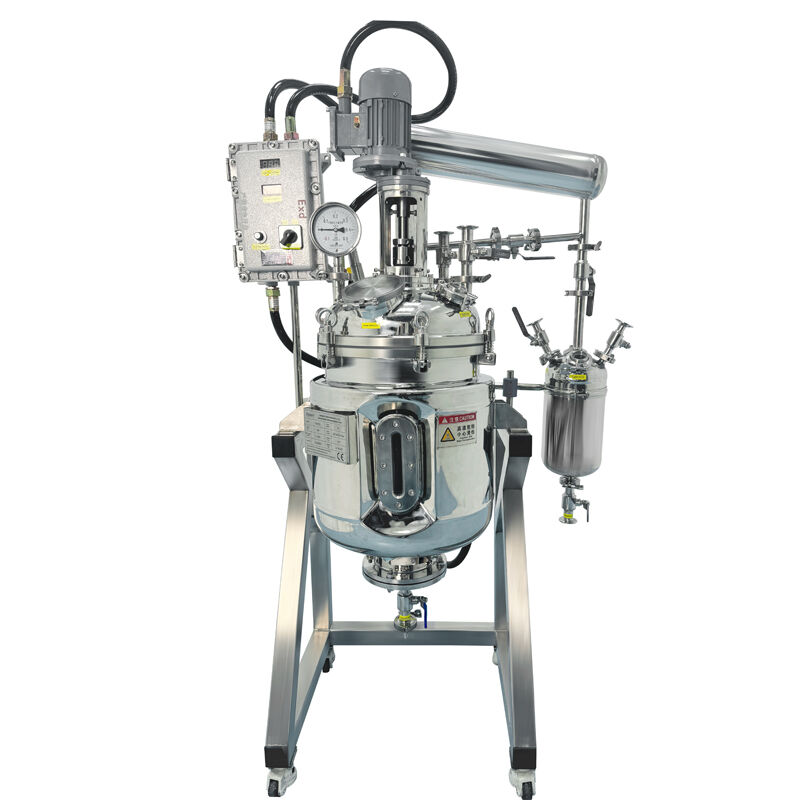
reatores de síntese química
Os reatores de síntese química representam sistemas de engenharia sofisticados projetados para facilitar reações químicas controladas em diversas aplicações industriais. Esses recipientes especializados constituem a base da moderna fabricação química, permitindo a manipulação precisa das condições de reação para alcançar rendimentos e padrões de qualidade ideais dos produtos. As funções principais dos reatores de síntese química abrangem o controle de temperatura, o controle de pressão, a otimização da mistura e o monitoramento da reação ao longo de todo o processo de síntese. Esses reatores incorporam recursos tecnológicos avançados, incluindo sistemas automatizados de controle, capacidades de monitoramento em tempo real e protocolos de segurança que garantem desempenho consistente, ao mesmo tempo que asseguram a proteção dos operadores. A versatilidade dos reatores de síntese química torna-os indispensáveis na fabricação farmacêutica, no processamento petroquímico, na produção de produtos químicos especiais e em laboratórios de pesquisa. Os reatores modernos de síntese química utilizam materiais de ponta, como aço inoxidável, superfícies vidradas e ligas especializadas, resistentes à corrosão e capazes de manter a pureza dos produtos. Sistemas avançados de transferência de calor permitem um controle preciso da temperatura, enquanto mecanismos de agitação sofisticados asseguram uma mistura uniforme e uma transferência eficiente de massa. Interfaces digitais de controle fornecem aos operadores uma supervisão abrangente dos parâmetros da reação, possibilitando ajustes em tempo real e a otimização do processo. Os recursos de segurança integrados aos reatores de síntese química incluem sistemas de alívio de pressão, protocolos de desligamento de emergência e medidas de contenção que protegem tanto o pessoal quanto o meio ambiente. A escalabilidade desses sistemas permite que os fabricantes transitem sem interrupções do desenvolvimento em escala laboratorial para a produção em escala industrial, mantendo condições de reação e qualidade do produto consistentes. Os reatores de síntese química suportam processos em batelada, operação contínua e configurações semi-batelada, oferecendo flexibilidade para atender diversos requisitos produtivos e processos químicos em múltiplos setores industriais.