Verarbeitungsfähigkeit bei ultra-niedrigen Temperaturen
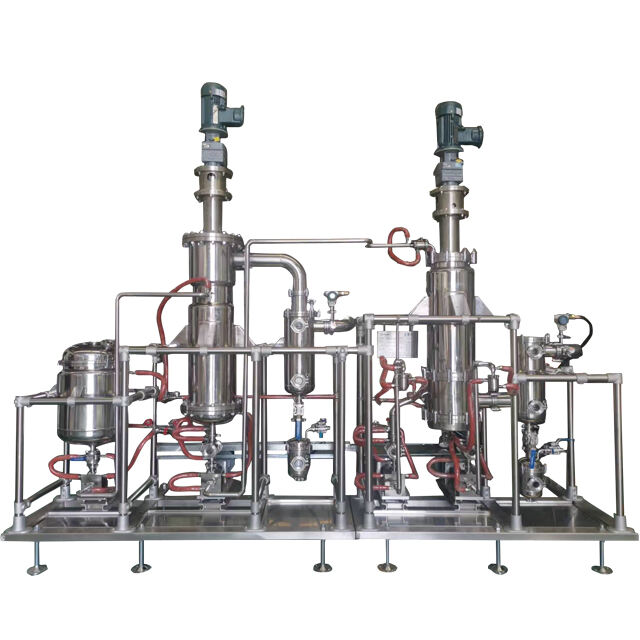
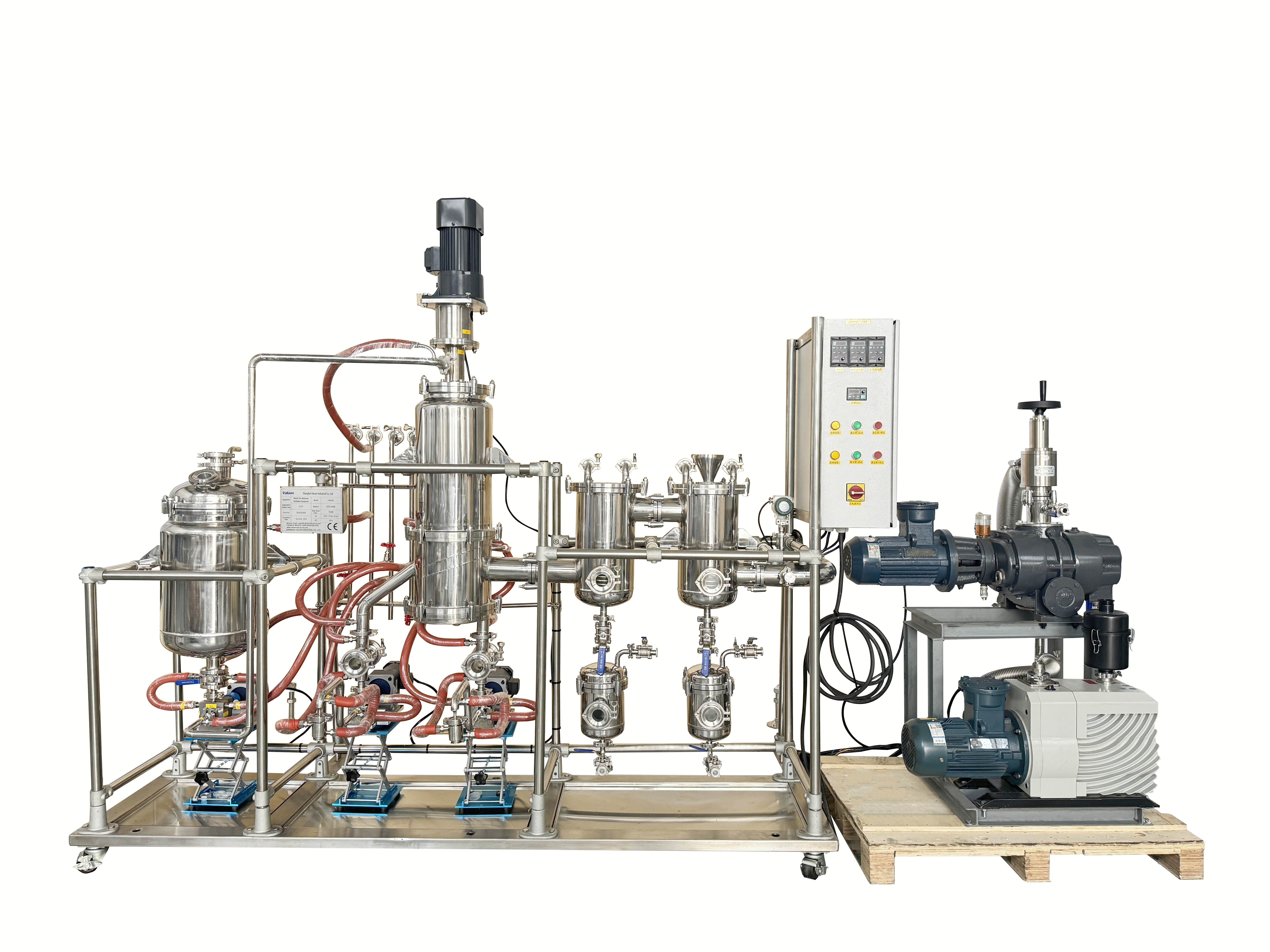
Die Molekulardestillation mit abgezogenem Film zeichnet sich durch ihre revolutionäre Verarbeitungsfähigkeit bei extrem niedrigen Temperaturen aus, wodurch sich die Art und Weise, wie Hersteller mit wärmeempfindlichen Materialien umgehen, grundlegend verändert. Dieses außergewöhnliche Merkmal funktioniert durch die Erzeugung eines extrem dünnen Flüssigkeitsfilms, der die Oberfläche maximiert und gleichzeitig die thermische Einwirkdauer minimiert, sodass die Trennung bei Temperaturen erfolgen kann, die 50–100 Grad Celsius unter denen herkömmlicher Destillationsverfahren liegen. Die Bedeutung dieser Fähigkeit lässt sich kaum überschätzen – insbesondere für Pharmaunternehmen, die Wirkstoffe verarbeiten, die bei hoher Hitze an Wirksamkeit verlieren, für Lebensmittelhersteller, die ernährungsphysiologisch wirksame Verbindungen bewahren müssen, sowie für chemische Produktionsbetriebe, die mit instabilen organischen Molekülen arbeiten. Die Technologie erreicht diese niedrigen Temperaturen mittels hochentwickelter Vakuumsysteme, die den Siedepunkt drastisch senken, kombiniert mit effizienten Wärmeübertragungsmechanismen, die eine schnelle Verarbeitung gewährleisten. Kunden profitieren in hohem Maße von dieser Funktion, da sie die Integrität wertvoller Verbindungen bewahrt, die andernfalls bei herkömmlichen Hochtemperatur-Destillationsverfahren zerfallen, sich abbauen oder unerwünschte chemische Reaktionen eingehen würden. Die wirtschaftliche Auswirkung ist beträchtlich: Hersteller können nun hochwertige Materialien verarbeiten, ohne dass es zu Qualitätsverlusten kommt, wodurch sie höhere Preise für überlegene Produkte erzielen und Abfall durch thermische Degradation reduzieren. Diese Fähigkeit ermöglicht zudem die Verarbeitung neuartiger Materialien und Verbindungen, die zuvor kommerziell nicht reinzuhalten waren, und erschließt damit völlig neue Marktsegmente sowie Chancen für die Produktentwicklung. Der Vorteil der extrem niedrigen Verarbeitungstemperaturen reicht über die Produktqualität hinaus und umfasst erhebliche Energieeinsparungen, da geringere Prozesstemperaturen weniger Heizenergie erfordern und die Kühlkosten senken. Umweltvorteile vervielfachen sich, da der geringere Energieverbrauch zu niedrigeren CO₂-Emissionen und verbesserten Nachhaltigkeitskennzahlen führt. Die Qualitätskontrolle wird vorhersehbarer und konsistenter, da thermische Belastungsvariablen minimiert werden, was zu reproduzierbaren Ergebnissen und einer gesteigerten Kundenzufriedenheit führt. Der Wettbewerbsvorteil, den diese Funktion bietet, ist besonders wertvoll in High-Tech-Branchen, in denen Reinheit und molekulare Integrität des Produkts unmittelbar dessen Leistungsfähigkeit und Marktdurchsetzung beeinflussen.