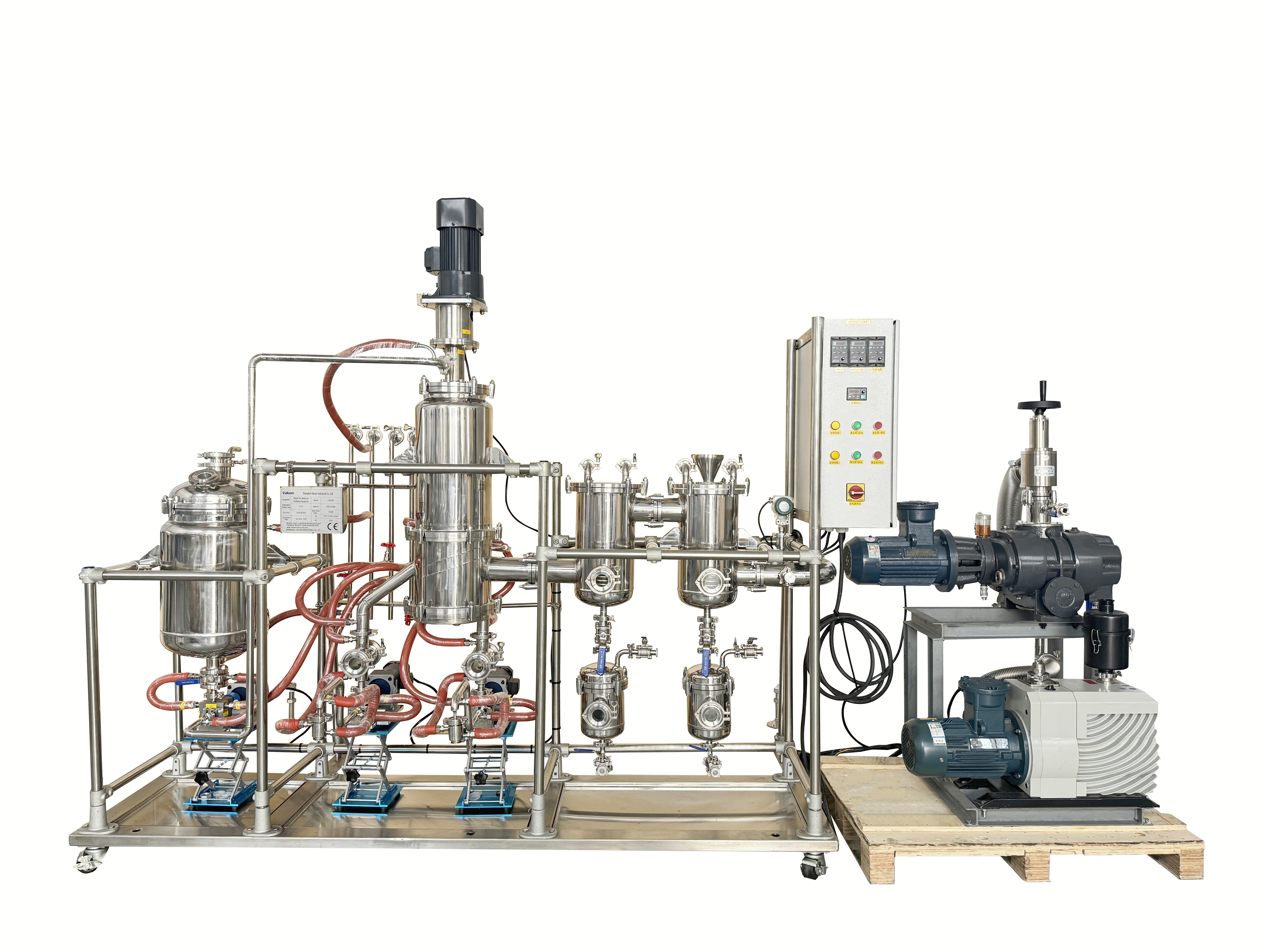
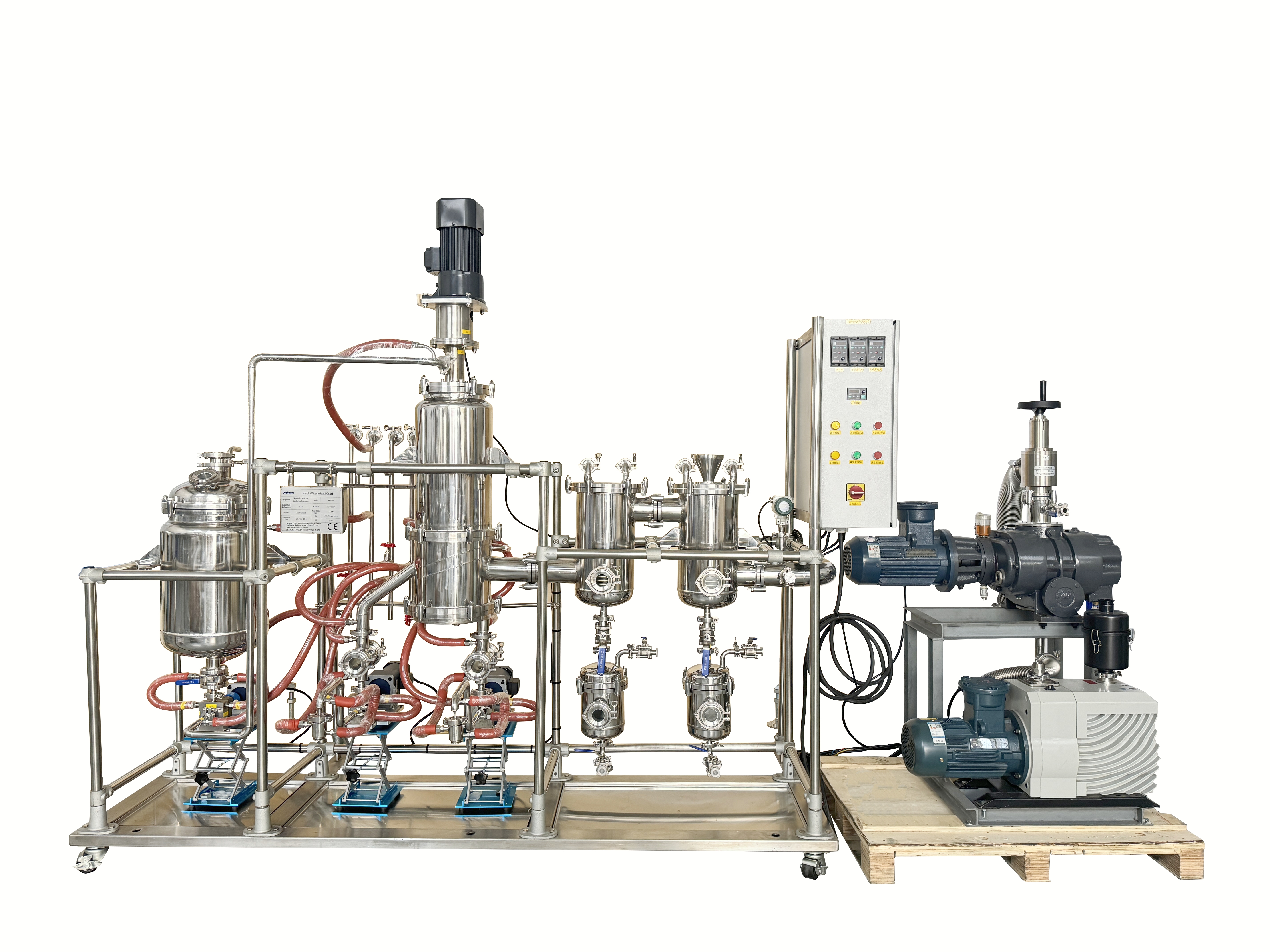
molekulardestillation mit Kondensator
Die molekulare Destillation mit Kondensator stellt eine hochmoderne Trenntechnologie dar, die unter Hochvakuumbedingungen arbeitet, um wärmeempfindliche Stoffe bei Temperaturen deutlich unterhalb ihrer normalen Siedepunkte zu reinigen. Dieses anspruchsvolle System kombiniert die Prinzipien der molekularen Destillation mit einem effizienten Kondensationsmechanismus, um außergewöhnliche Trennergebnisse für verschiedene chemische Verbindungen und natürliche Extrakte zu erzielen. Die molekulare Destillation mit Kondensator funktioniert dadurch, dass sie ein Umfeld schafft, in dem die mittlere freie Weglänge der Dampfmoleküle größer ist als der Abstand zwischen der Verdampfungsfläche und der Kondensationsfläche. Dieses einzigartige Funktionsprinzip ermöglicht die Verarbeitung von Stoffen ohne thermische Degradation und macht die Technologie daher für die pharmazeutische, Lebensmittel-, Kosmetik- und chemische Industrie unverzichtbar. Die Kondensorkomponente spielt im System der molekularen Destillation mit Kondensator eine entscheidende Rolle, indem sie eine schnelle Kühlung und eine effiziente Dampfrückgewinnung gewährleistet. Moderne Geräte verfügen über fortschrittliche Wärmeaustauschkonstruktionen, die die Kühlleistung maximieren und gleichzeitig den Energieverbrauch minimieren. Zu den technologischen Merkmalen der molekularen Destillation mit Kondensator zählen präzise Temperaturregelungssysteme, Ultrahochvakuum-Pumpen, die Drücke unter 0,001 mbar erreichen können, sowie spezielle Heizelemente, die eine gleichmäßige Temperaturverteilung über die gesamte Verdampfungsfläche sicherstellen. Die Destillationskammer enthält typischerweise ein rotierendes Wischersystem, das dünne Filme des Einsatzmaterials erzeugt, wodurch die Verdampfungsrate gesteigert und die Trenneffizienz verbessert wird. Die Anwendungsbereiche der molekularen Destillation mit Kondensator erstrecken sich über zahlreiche Branchen, in denen hochreine Produkte essentiell sind. In der pharmazeutischen Produktion ermöglicht diese Technologie die Reinigung pharmazeutisch wirksamer Inhaltsstoffe, Vitamine und anderer bioaktiver Verbindungen, ohne deren molekulare Struktur zu beeinträchtigen. Die Lebensmittelindustrie nutzt die molekulare Destillation mit Kondensator zur Konzentration natürlicher Aromen, ätherischer Öle und Nahrungsergänzungsmittel unter Erhalt ihrer organoleptischen Eigenschaften. Chemische Hersteller setzen diese Technologie zur Trennung komplexer Gemische, zur Entfernung von Verunreinigungen aus Feinchemikalien sowie zur Herstellung hochwertiger Spezialmaterialien ein, die strengen Qualitätsanforderungen genügen.