High-Efficiency Condenser Design for Maximum Recovery
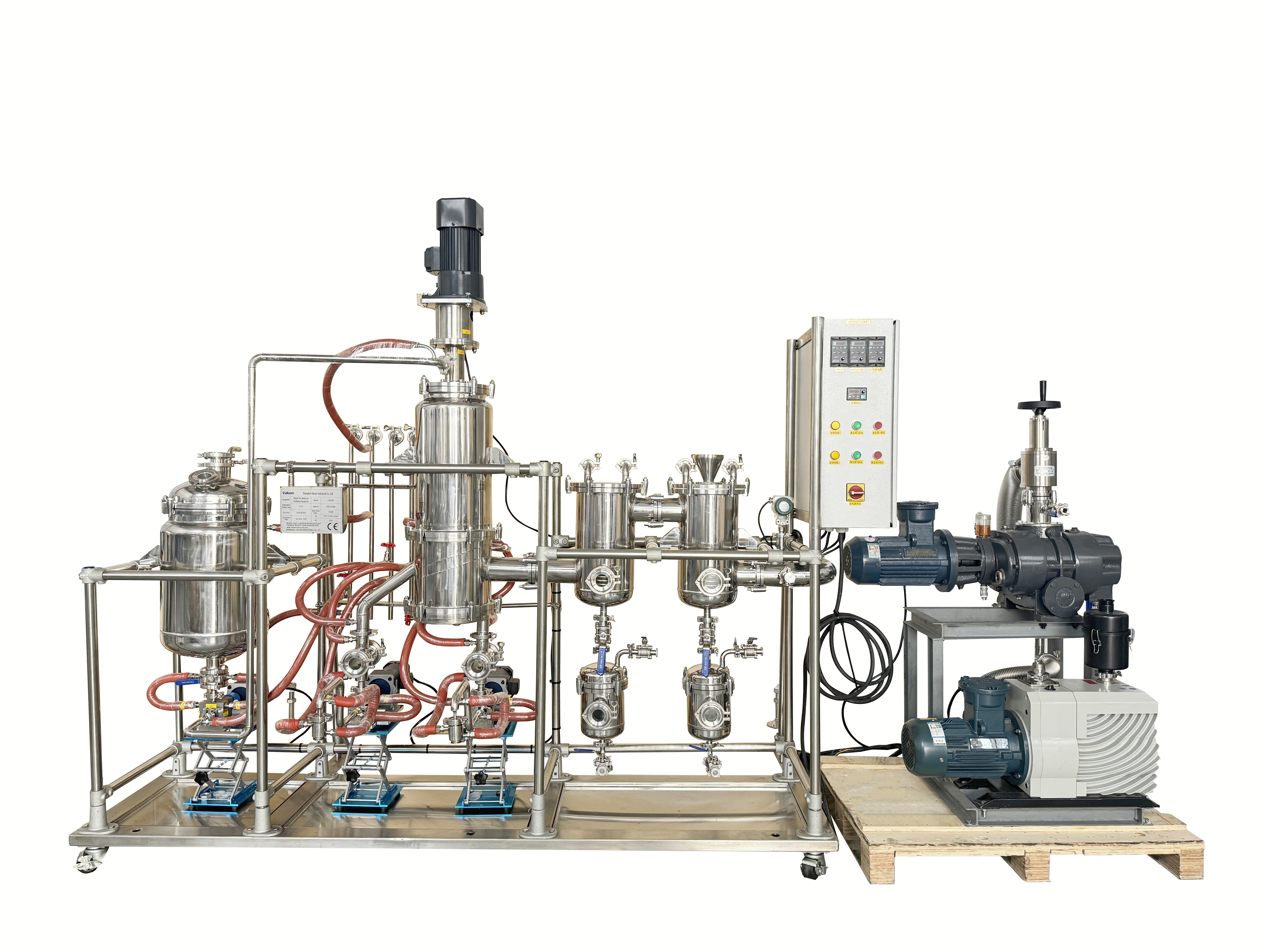
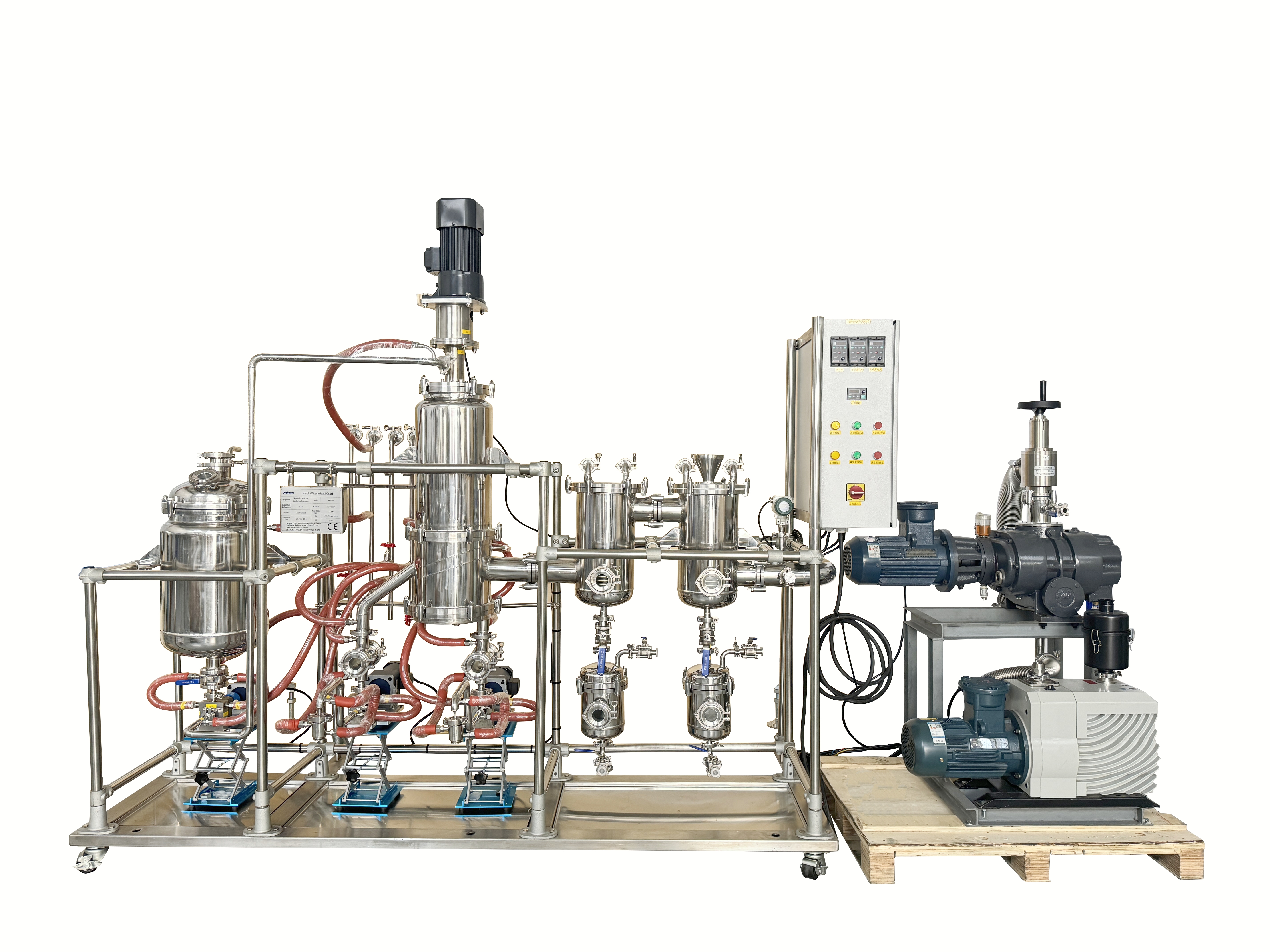
The condenser system integrated into the molecular distillation with condenser represents a pinnacle of engineering excellence, designed to maximize vapor recovery while minimizing product loss and energy consumption. This high-performance condenser utilizes advanced surface enhancement technologies that dramatically increase heat transfer coefficients, enabling rapid vapor condensation even under challenging operating conditions. The molecular distillation with condenser condenser features multiple condensation stages, each optimized for specific vapor fractions, allowing selective recovery of different product streams in a single operation. The primary condenser surface incorporates micro-structured geometries that increase effective condensation area by up to 400% compared to smooth surfaces, significantly improving recovery efficiency. The molecular distillation with condenser condenser design includes integrated vapor distribution systems that ensure uniform vapor contact across the entire condensing surface, preventing breakthrough and maximizing collection efficiency. Advanced materials of construction, including specialized alloys and surface coatings, provide exceptional corrosion resistance and thermal conductivity, ensuring long service life and consistent performance. The condenser cooling system employs multi-pass configurations that optimize coolant flow patterns, achieving maximum heat removal with minimal coolant consumption. Variable cooling capacity allows the molecular distillation with condenser to adapt to changing process conditions automatically, maintaining optimal condensation rates regardless of feed composition variations. The condenser incorporates advanced vapor velocity control mechanisms that prevent entrainment while maximizing mass transfer rates, ensuring clean separation between condensed fractions. Drainage systems designed into the molecular distillation with condenser condenser prevent cross-contamination between different product streams while enabling complete recovery of condensed materials. The condenser surface features specialized wettability treatments that promote uniform film formation and prevent dropwise condensation that could lead to product loss. Monitoring systems continuously track condenser performance parameters, including surface temperatures, heat transfer rates, and recovery efficiency, providing operators with real-time optimization guidance. The molecular distillation with condenser condenser design incorporates modular construction principles, allowing capacity expansion or configuration changes to meet evolving production requirements without major system modifications, ensuring long-term investment protection and operational flexibility.