high vacuum molecular distillation
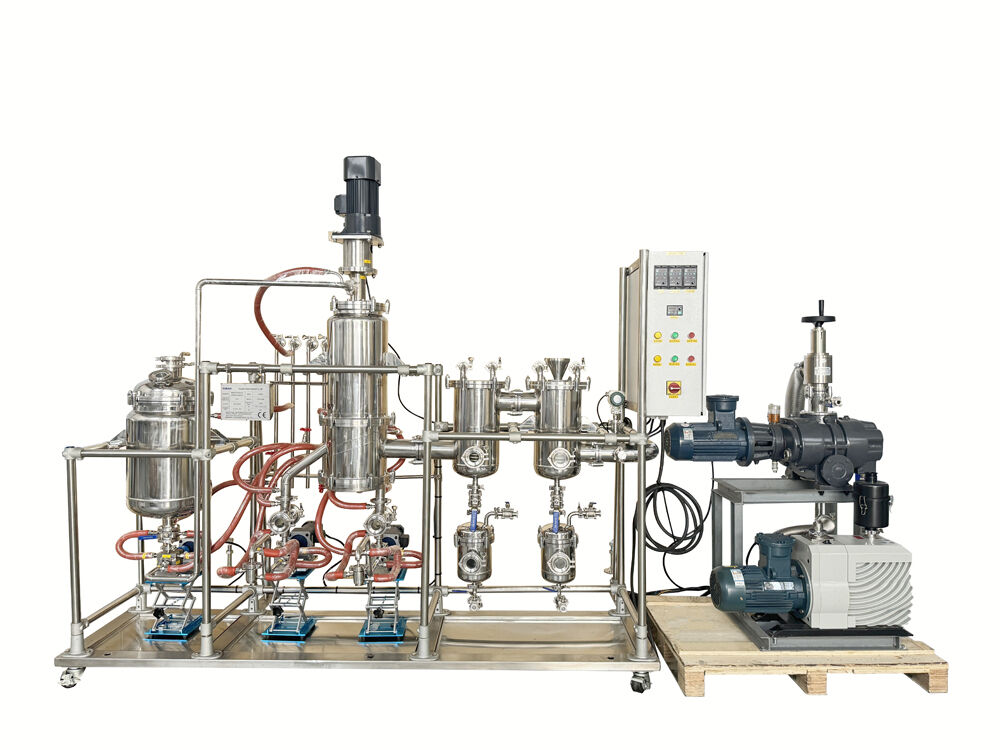
High vacuum molecular distillation represents a cutting-edge separation technology that operates under extremely low pressure conditions, typically ranging from 0.1 to 100 Pa. This advanced distillation method leverages the principle of molecular mean free path, where the distance between the evaporating surface and condensing surface is shorter than the mean free path of vapor molecules. The high vacuum molecular distillation system creates an environment where molecules can travel directly from the heated surface to the condenser without intermolecular collisions, enabling efficient separation at remarkably low temperatures. The main functions of this technology include heat-sensitive material purification, concentration of valuable compounds, removal of unwanted substances, and recovery of high-value products from complex mixtures. Technological features encompass precise temperature control systems, advanced vacuum pumping mechanisms, specialized evaporator designs with thin-film formation capabilities, and efficient condensation systems. The equipment typically incorporates rotating wipers or rollers that create uniform thin films across heated surfaces, maximizing heat transfer efficiency while minimizing thermal degradation risks. Applications span across pharmaceutical manufacturing, essential oil refinement, vitamin extraction, fatty acid purification, polymer processing, and specialty chemical production. Industries utilize high vacuum molecular distillation for processing materials that cannot withstand conventional distillation temperatures, including natural extracts, synthetic compounds, and thermally unstable substances. The technology proves particularly valuable in producing high-purity products where traditional separation methods fail to deliver desired quality standards. Food processing applications include concentration of natural flavors, purification of edible oils, and extraction of nutritional supplements. Chemical industries employ this technology for solvent recovery, catalyst purification, and production of high-grade specialty chemicals used in electronics, cosmetics, and advanced materials manufacturing.