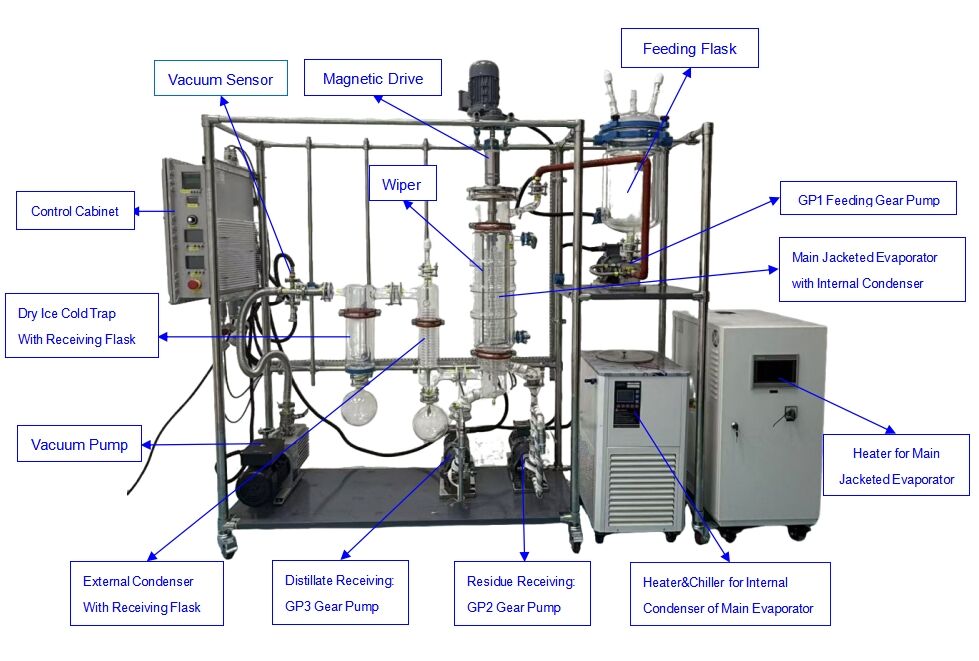
thin film molecular distillation
Thin film molecular distillation represents a cutting-edge separation technology that operates under high vacuum conditions to purify and separate heat-sensitive compounds with exceptional precision. This advanced distillation method utilizes extremely short residence times and low operating temperatures to minimize thermal degradation while maximizing product quality. The process works by creating a thin liquid film that flows down a heated vertical surface, where molecules evaporate and condense on a nearby cooled surface within a very short distance. The main functions of thin film molecular distillation include the purification of high-value chemicals, concentration of natural extracts, separation of complex mixtures, and recovery of valuable components from industrial waste streams. The technology excels in processing materials that would decompose under conventional distillation conditions, making it indispensable for pharmaceutical, food, cosmetic, and specialty chemical industries. Key technological features include precise temperature control systems, high-efficiency vacuum pumps capable of achieving pressures below 0.001 mbar, specialized wiped film evaporators with rotating scrapers, and advanced condensation systems. The equipment design ensures uniform film distribution, optimal heat transfer, and minimal pressure drop throughout the system. Applications span across diverse sectors including vitamin purification, essential oil concentration, polymer processing, waste oil recycling, and biodiesel production. The thin film molecular distillation process handles viscous materials effectively while maintaining product integrity through gentle processing conditions. Modern systems incorporate automated control systems for consistent operation and real-time monitoring capabilities. The technology offers superior separation efficiency compared to traditional methods, enabling the processing of compounds with similar boiling points that would be impossible to separate using conventional techniques.