high vacuum fractional distillation
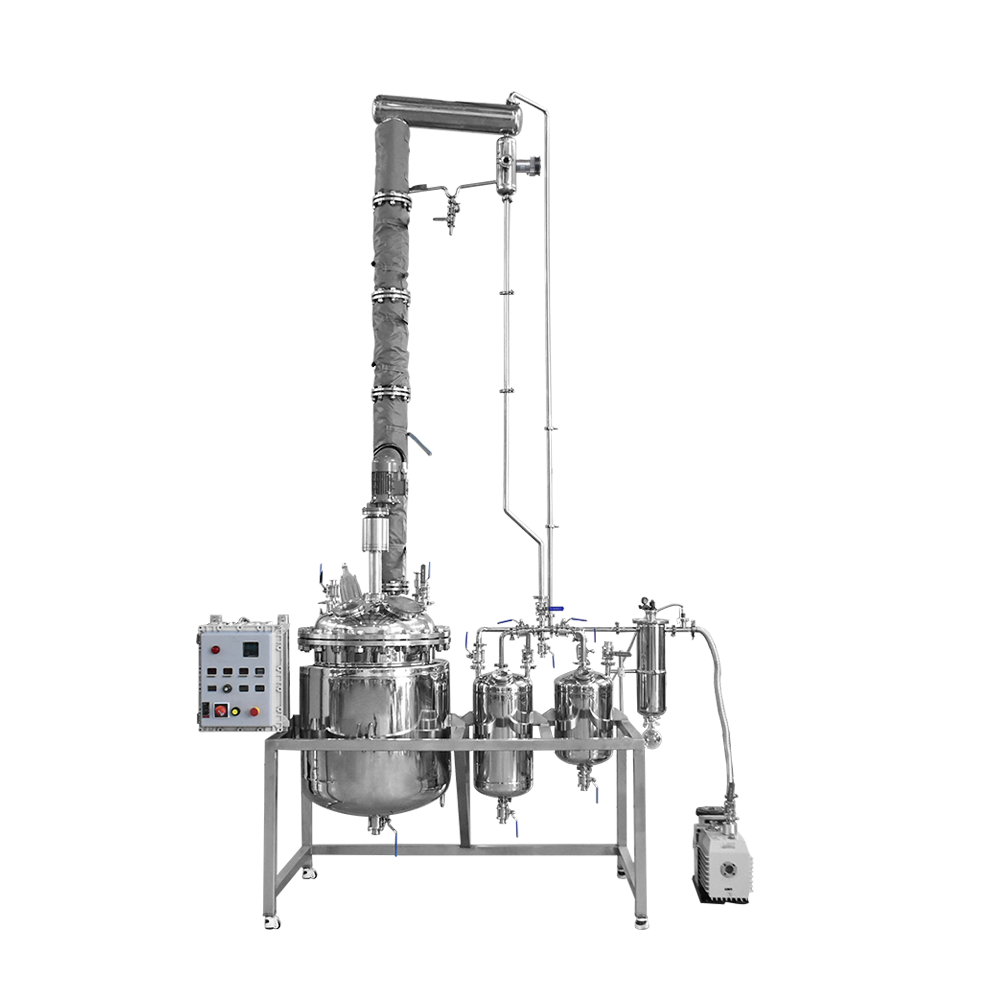
High vacuum fractional distillation represents a sophisticated separation technology that operates under extremely low pressure conditions, typically ranging from 1 to 100 mmHg absolute pressure. This advanced process combines the principles of vacuum distillation with fractionation techniques to achieve precise separation of complex mixtures containing heat-sensitive compounds. The technology utilizes specialized equipment including vacuum pumps, condensers, and fractionating columns designed to maintain consistent low-pressure environments throughout the entire operation. The main function of high vacuum fractional distillation centers on separating liquid mixtures based on differences in boiling points while preventing thermal degradation of sensitive materials. By reducing system pressure significantly below atmospheric levels, this process lowers the boiling points of target compounds, enabling distillation at temperatures that preserve molecular integrity. The fractionation aspect involves multiple theoretical plates within the distillation column, creating numerous vaporization-condensation cycles that enhance separation efficiency. Key technological features include precise pressure control systems, advanced heating mechanisms with temperature regulation, efficient condensation units, and automated monitoring systems that track pressure, temperature, and flow rates continuously. The process incorporates reflux ratios that can be adjusted to optimize separation quality versus processing time. Modern high vacuum fractional distillation systems feature computer-controlled operations, allowing operators to preset parameters and monitor real-time performance metrics. Applications span numerous industries including pharmaceuticals, where purification of active ingredients requires gentle processing conditions, petrochemicals for separating high-boiling petroleum fractions, essential oils extraction from natural materials, and specialty chemicals manufacturing. The food industry utilizes this technology for concentrating flavors and removing unwanted volatile compounds without compromising taste profiles. Research laboratories employ high vacuum fractional distillation for purifying research compounds and preparing high-purity samples for analytical testing. The technology proves particularly valuable when processing materials with boiling points exceeding 300°C under normal atmospheric conditions, as vacuum operation enables distillation at significantly reduced temperatures.