stainless steel chemical reactor
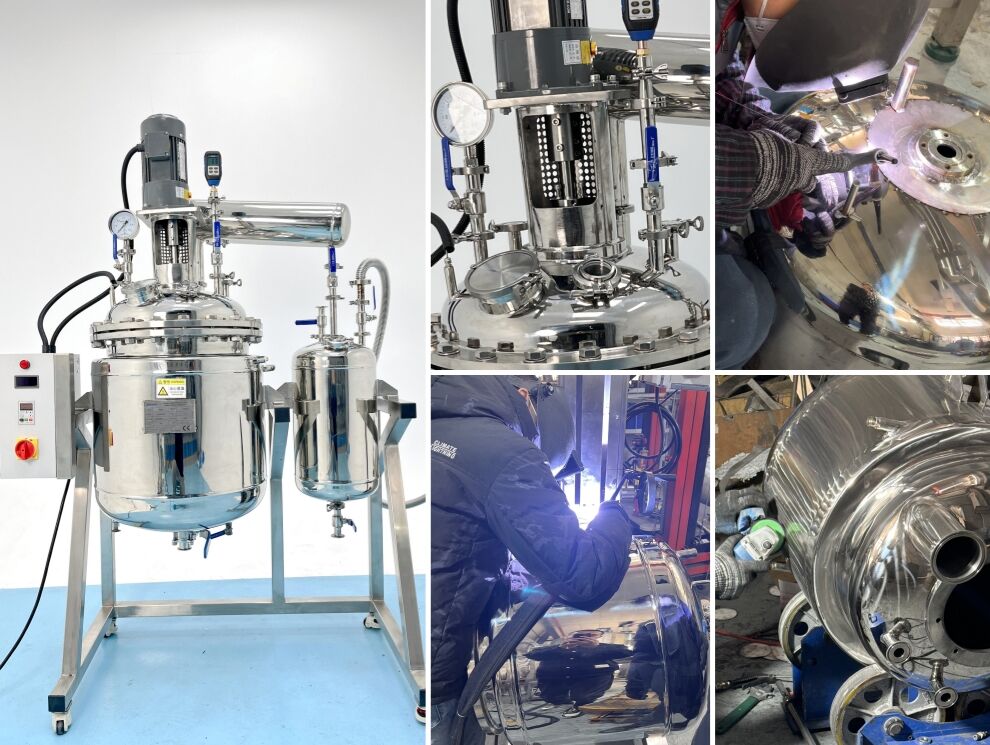
A stainless steel chemical reactor represents a cornerstone of modern industrial processing, designed to facilitate controlled chemical reactions across diverse manufacturing sectors. These sophisticated vessels combine robust construction with precision engineering to create optimal environments for chemical transformations. The primary function of a stainless steel chemical reactor centers on providing a contained space where reactants can interact under carefully monitored conditions, including temperature, pressure, and mixing parameters. The reactor's stainless steel construction offers exceptional resistance to corrosion, ensuring long-term reliability even when handling aggressive chemicals or operating under extreme conditions. Technological features of the stainless steel chemical reactor include advanced heating and cooling systems, precise temperature control mechanisms, variable speed agitation systems, and comprehensive monitoring capabilities. These reactors typically incorporate jacketed designs that allow for efficient heat transfer, enabling rapid temperature adjustments during critical reaction phases. The mixing systems feature specially designed impellers that ensure uniform distribution of reactants while minimizing energy consumption. Modern stainless steel chemical reactors also integrate sophisticated control systems that monitor real-time parameters and automatically adjust operating conditions to maintain optimal reaction environments. Applications for stainless steel chemical reactors span numerous industries, including pharmaceuticals, petrochemicals, food processing, specialty chemicals, and biotechnology. In pharmaceutical manufacturing, these reactors facilitate the synthesis of active ingredients under sterile conditions. The petrochemical industry relies on stainless steel chemical reactors for refining processes and the production of various chemical intermediates. Food processing applications utilize these reactors for fermentation, extraction, and other biochemical processes that require hygienic conditions. The versatility of stainless steel chemical reactors makes them indispensable tools for research and development facilities, where scientists develop new formulations and scale up laboratory processes to industrial production levels.