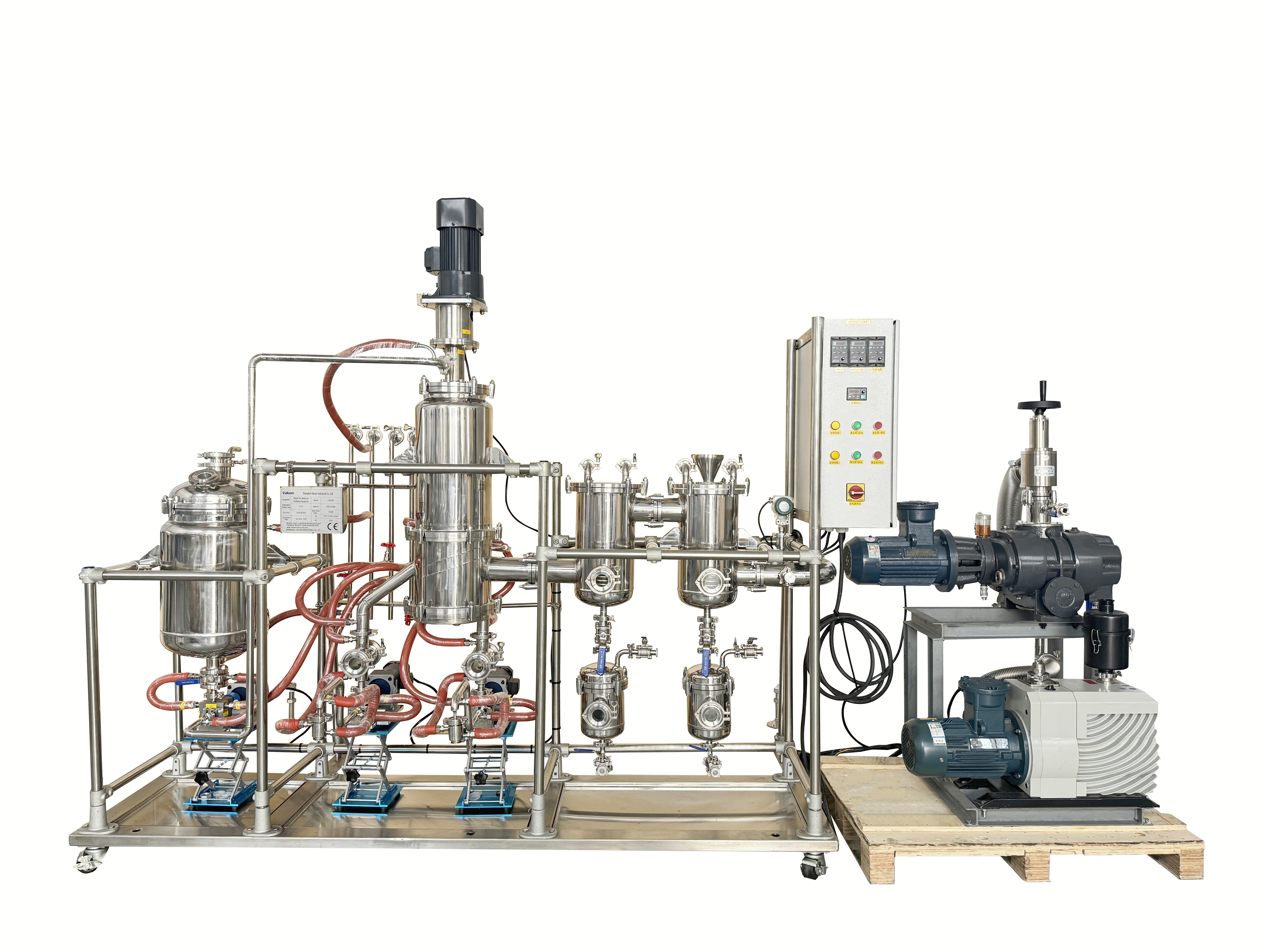
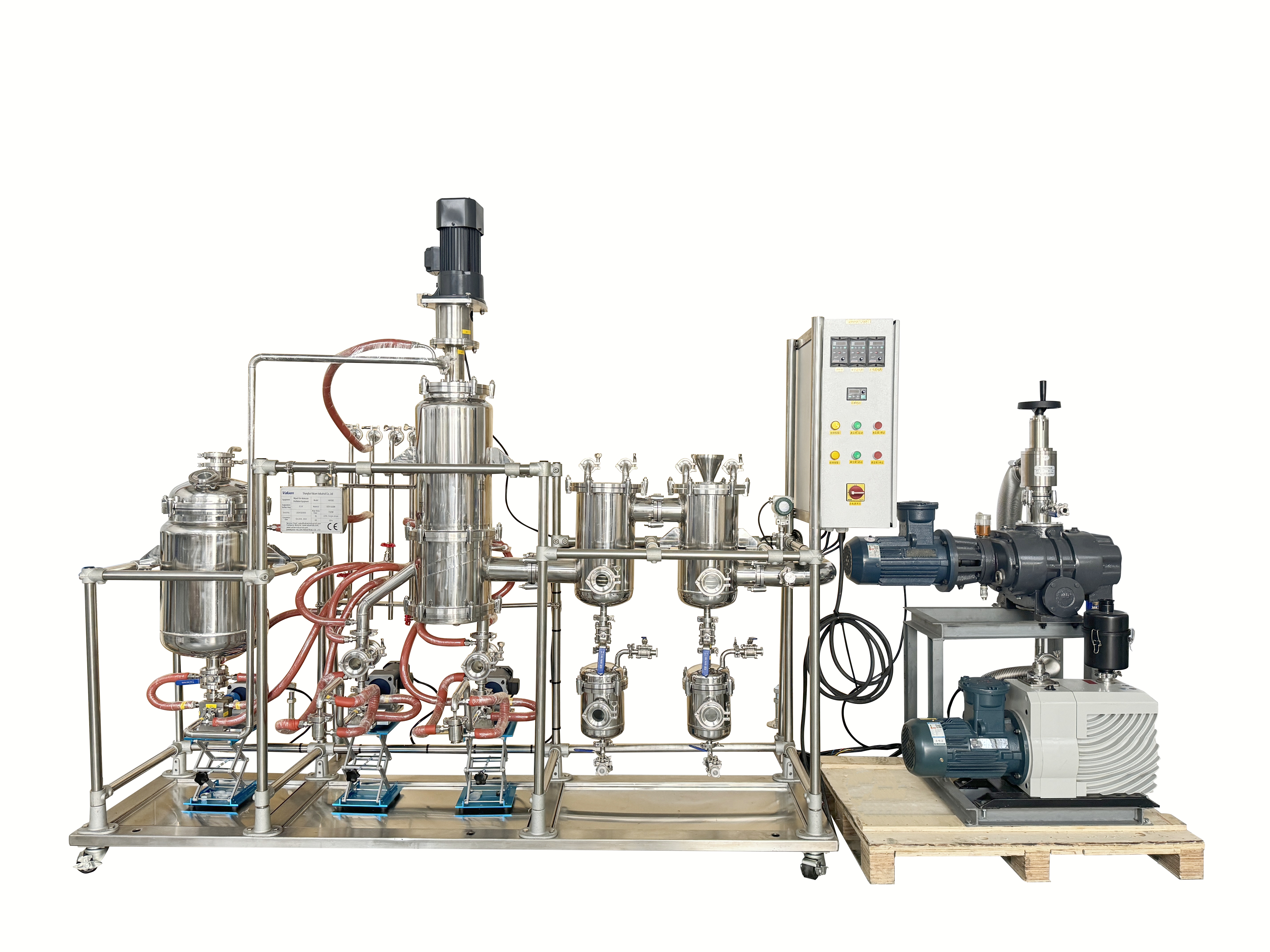
destilación molecular doble
La destilación molecular doble representa una tecnología de separación de vanguardia que opera bajo condiciones de vacío extremadamente elevado para purificar y concentrar materiales sensibles al calor. Este proceso avanzado utiliza dos etapas secuenciales de destilación, cada una operando a presiones a nivel molecular típicamente inferiores a 0,1 Pa, lo que permite la separación a temperaturas significativamente más bajas que los métodos convencionales de destilación. El sistema de destilación molecular doble consta de dos unidades de destilación molecular interconectadas que funcionan en conjunto, donde la primera etapa realiza la separación y concentración iniciales, mientras que la segunda etapa logra la purificación y refinamiento finales. La tecnología se basa en el principio de la trayectoria libre media molecular, según el cual las moléculas viajan directamente desde la superficie de evaporación hasta una superficie de condensación sin colisiones intermoleculares. Las funciones principales de la destilación molecular doble incluyen la eliminación de impurezas de compuestos farmacéuticos, la concentración de extractos naturales, la purificación de aceites esenciales y el procesamiento de productos químicos sensibles a la temperatura. Sus características tecnológicas abarcan sistemas de control preciso de la temperatura, bombas de vacío ultraalto, diseños especializados de rotores con formación óptima de película y superficies de condensación avanzadas con capacidades mejoradas de transferencia de calor. El equipo incorpora sofisticados sistemas de automatización para supervisar la presión, la temperatura y los caudales durante ambas etapas de destilación. Sus aplicaciones abarcan la fabricación farmacéutica para la purificación de fármacos, la producción de nutracéuticos para la concentración de vitaminas, el procesamiento de ingredientes cosméticos, aplicaciones en la industria alimentaria para la aislación de compuestos aromáticos y el procesamiento químico para la purificación de productos químicos especializados. El proceso de destilación molecular doble garantiza una degradación térmica mínima, al tiempo que maximiza el rendimiento y el grado de pureza del producto. Esta tecnología resulta especialmente valiosa para el procesamiento de compuestos con puntos de ebullición superiores a 300 °C, materiales termolábiles y productos que requieren especificaciones de pureza ultraelevada. La versatilidad del sistema permite modos de operación continua o por lotes, adaptándose a diversas escalas y requisitos productivos.