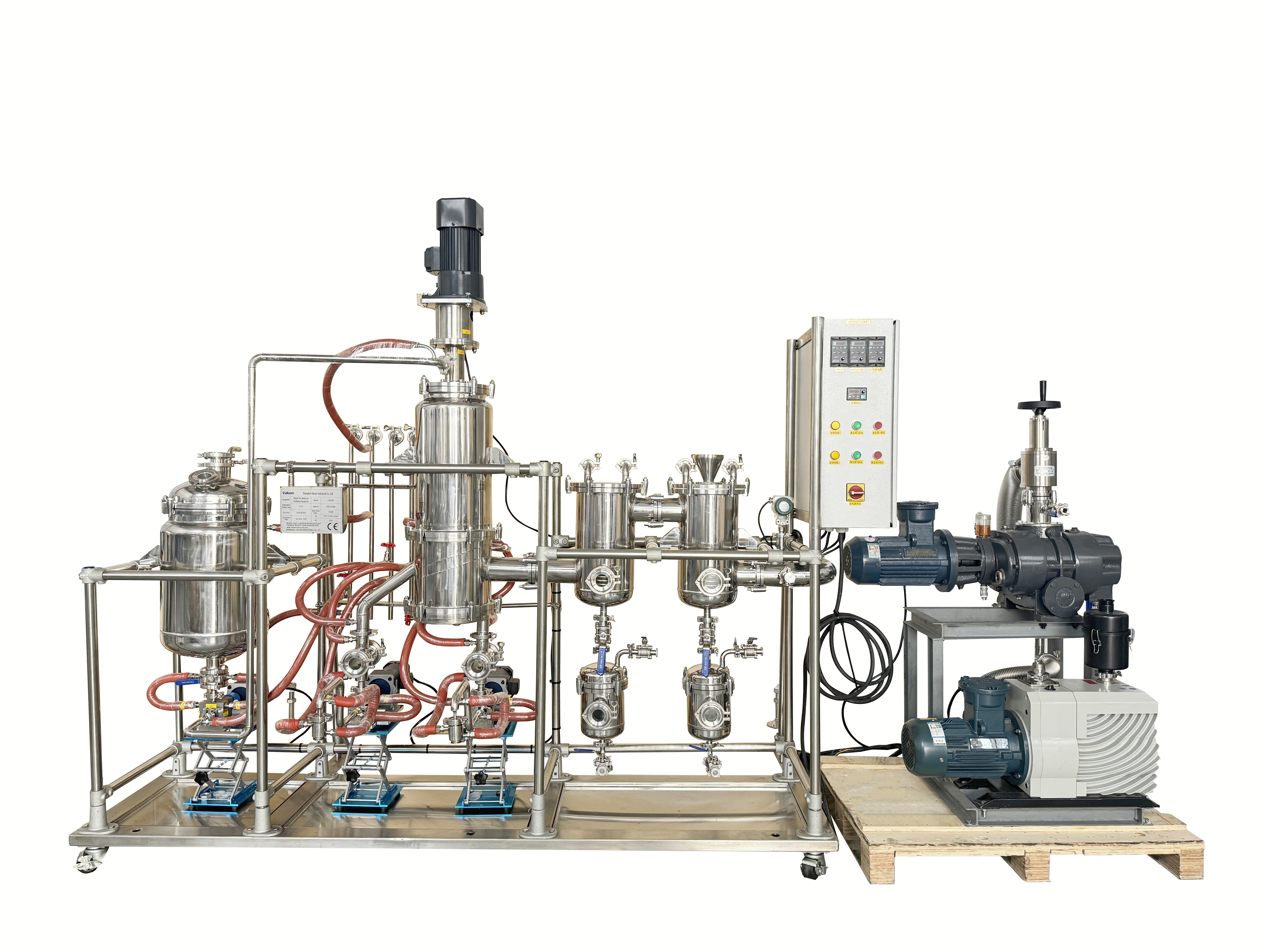
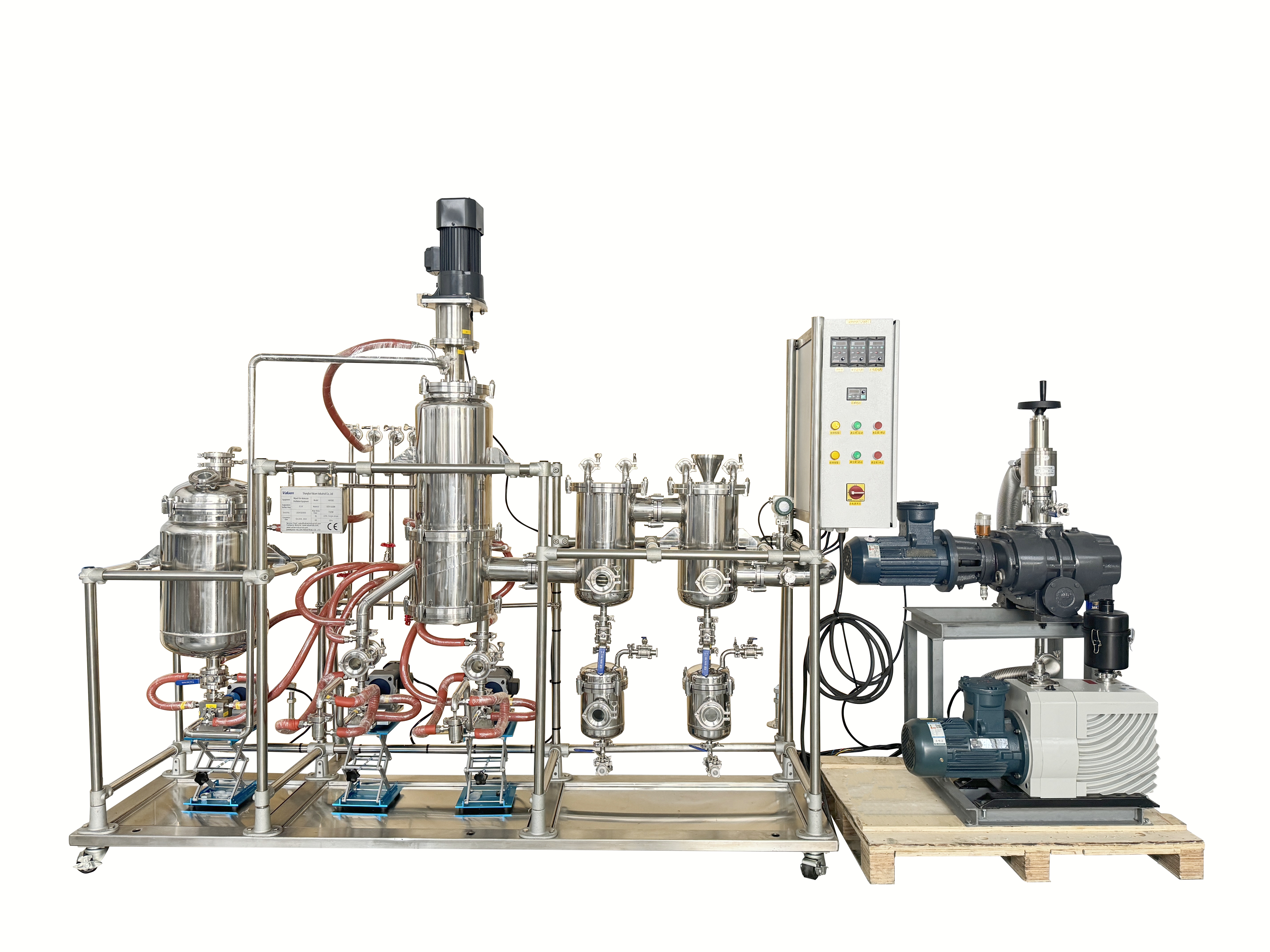
distillation à double molécule
La double distillation moléculaire représente une technologie de séparation de pointe qui fonctionne dans des conditions de vide extrêmement élevé afin de purifier et de concentrer des matériaux sensibles à la chaleur. Ce procédé avancé utilise deux étapes de distillation successives, chacune opérant à des pressions au niveau moléculaire, généralement inférieures à 0,1 Pa, ce qui permet une séparation à des températures nettement plus basses que celles des méthodes conventionnelles de distillation. Le système de double distillation moléculaire se compose de deux unités de distillation moléculaire interconnectées fonctionnant en parallèle, où la première étape assure une séparation et une concentration initiales, tandis que la deuxième étape réalise la purification finale et l’affinage. Cette technologie repose sur le principe du libre parcours moyen moléculaire, selon lequel les molécules se déplacent directement depuis la surface d’évaporation jusqu’à une surface de condensation, sans subir de collisions intermoléculaires. Les fonctions principales de la double distillation moléculaire comprennent l’élimination des impuretés présentes dans les composés pharmaceutiques, la concentration d’extraits naturels, la purification d’huiles essentielles et le traitement de produits chimiques sensibles à la température. Ses caractéristiques technologiques incluent des systèmes de régulation précise de la température, des pompes à vide ultra-élevé, des conceptions spécialisées de rotors optimisées pour la formation du film, ainsi que des surfaces de condensation perfectionnées offrant des capacités améliorées de transfert thermique. L’équipement intègre des systèmes d’automatisation sophistiqués permettant de surveiller en continu la pression, la température et les débits à travers les deux étapes de distillation. Ses applications couvrent notamment la fabrication pharmaceutique (purification de médicaments), la production de nutraceutiques (concentration de vitamines), le traitement des ingrédients cosmétiques, les applications industrielles agroalimentaires (isolement de composés aromatiques) et le traitement chimique (purification de produits chimiques spécialisés). Le procédé de double distillation moléculaire garantit une dégradation thermique minimale tout en maximisant le rendement et le niveau de pureté du produit. Cette technologie s’avère particulièrement précieuse pour le traitement de composés dont le point d’ébullition dépasse 300 °C, de matériaux thermiquement instables et de produits exigeant des spécifications de pureté ultra-élevée. La polyvalence du système autorise des modes de fonctionnement soit continus, soit discontinus (par lots), adaptés à diverses échelles et exigences de production.