doppelmolekulare Destillation
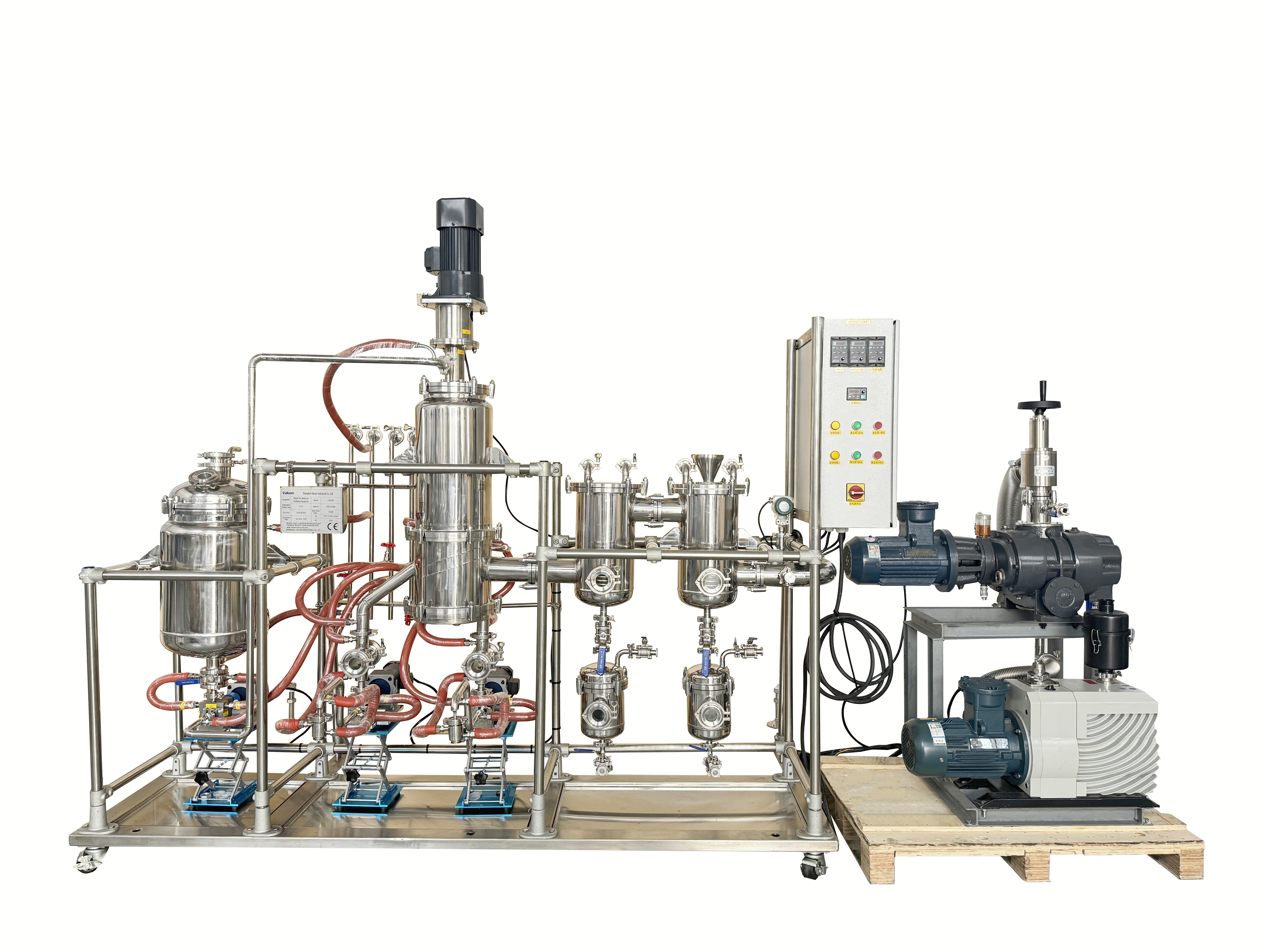
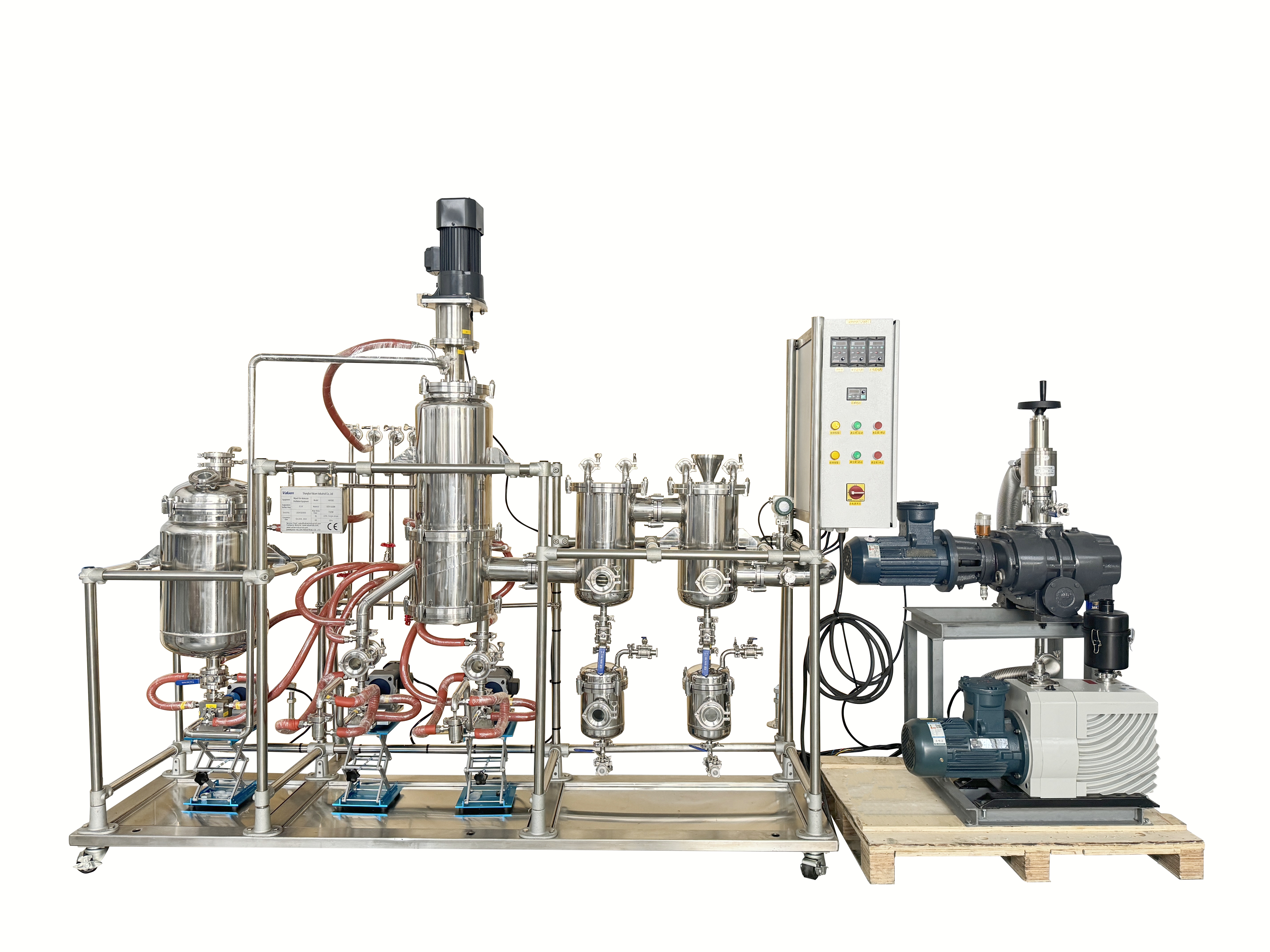
Die doppelte Molekulardestillation stellt eine hochmoderne Trenntechnologie dar, die unter extrem hohen Vakuumbedingungen arbeitet, um wärmeempfindliche Stoffe zu reinigen und zu konzentrieren. Dieses fortschrittliche Verfahren nutzt zwei aufeinanderfolgende Destillationsstufen, von denen jede bei molekularem Druckniveau – typischerweise unter 0,1 Pa – arbeitet und dadurch eine Trennung bei deutlich niedrigeren Temperaturen als bei herkömmlichen Destillationsverfahren ermöglicht. Das System der doppelten Molekulardestillation besteht aus zwei miteinander verbundenen, synchron arbeitenden Molekulardestillationsanlagen, wobei die erste Stufe die initiale Trennung und Konzentration durchführt, während die zweite Stufe die endgültige Reinigung und Feinreinigung bewirkt. Die Technologie beruht auf dem Prinzip der mittleren freien Weglänge von Molekülen, bei dem Moleküle direkt von der Verdampfungsfläche zur Kondensationsfläche wandern, ohne miteinander zu kollidieren. Zu den Hauptfunktionen der doppelten Molekulardestillation zählen die Entfernung von Verunreinigungen aus pharmazeutischen Wirkstoffen, die Konzentration natürlicher Extrakte, die Reinigung ätherischer Öle sowie die Aufbereitung temperaturempfindlicher Chemikalien. Zu ihren technologischen Merkmalen gehören präzise Temperaturregelungssysteme, Ultra-Hochvakuum-Pumpen, spezielle Rotorkonstruktionen mit optimierter Schichtbildung sowie fortschrittliche Kondensationsflächen mit verbesserten Wärmeübergangseigenschaften. Die Anlage verfügt über hochentwickelte Automatisierungssysteme zur Überwachung von Druck, Temperatur und Durchflussraten in beiden Destillationsstufen. Anwendungsgebiete umfassen die pharmazeutische Produktion zur Reinigung von Arzneistoffen, die Herstellung von Nahrungsergänzungsmitteln zur Konzentration von Vitaminen, die Verarbeitung kosmetischer Inhaltsstoffe, Anwendungen in der Lebensmittelindustrie zur Isolierung von Geschmacksstoffen sowie die chemische Industrie zur Reinigung von Spezialchemikalien. Der Prozess der doppelten Molekulardestillation gewährleistet eine minimale thermische Degradation bei gleichzeitiger Maximierung von Ausbeute und Reinheitsgrad des Endprodukts. Diese Technologie erweist sich insbesondere als wertvoll bei der Verarbeitung von Verbindungen mit Siedepunkten oberhalb von 300 °C, thermisch instabilen Materialien sowie Produkten, die höchste Reinheitsanforderungen erfüllen müssen. Die Vielseitigkeit des Systems ermöglicht sowohl kontinuierliche als auch diskontinuierliche (Batch-)Betriebsarten und passt sich damit unterschiedlichen Produktionsumfängen und -anforderungen an.