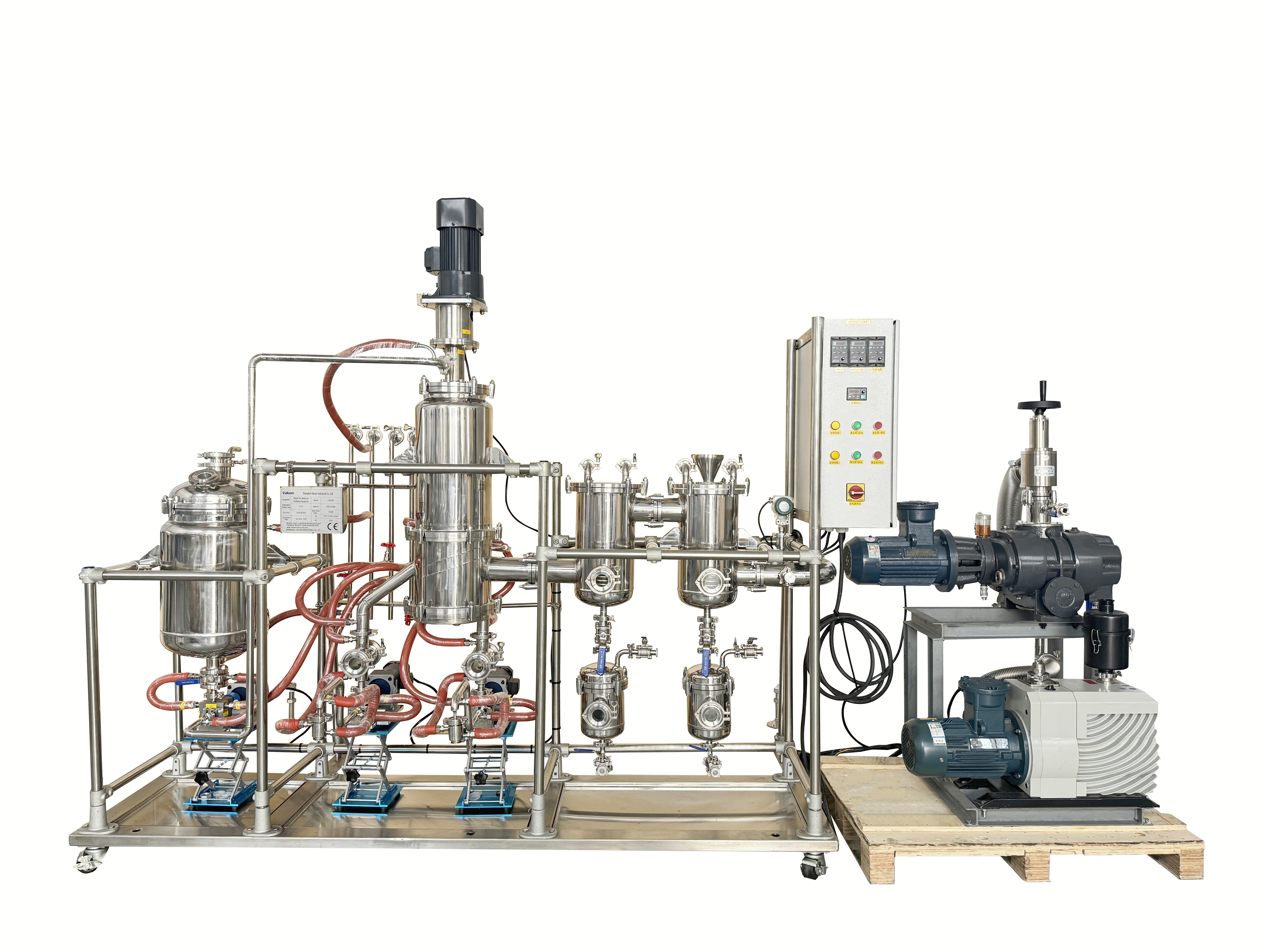
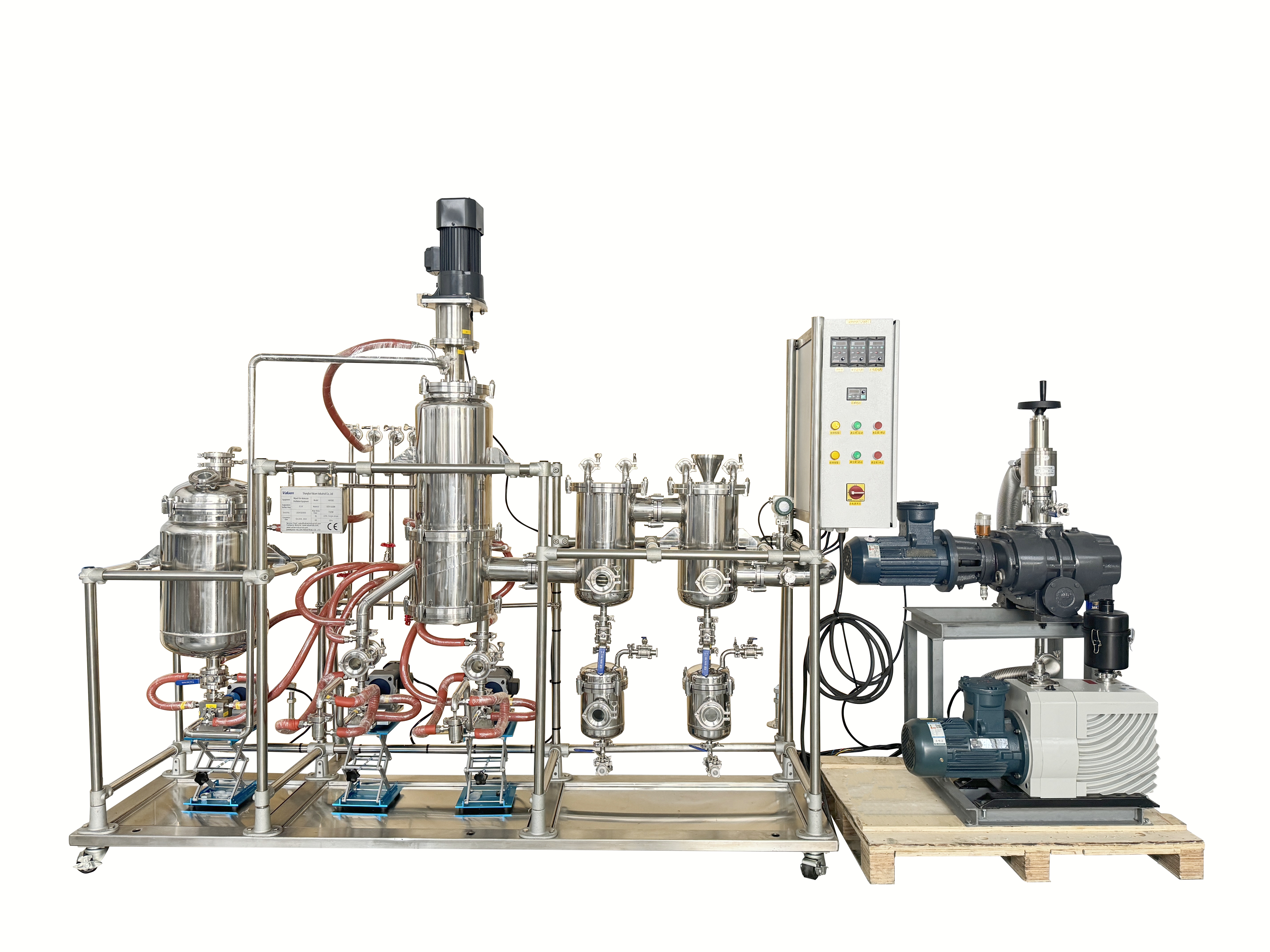
podwójna distylacja molekularna
Podwójna destylacja molekularna to nowoczesna technologia rozdzielania, działająca w warunkach skrajnie wysokiej próżni w celu oczyszczania i zagęszczania materiałów wrażliwych na ciepło. Zaawansowany ten proces wykorzystuje dwie kolejne etapy destylacji, z których każdy przebiega przy ciśnieniach na poziomie molekularnym, zwykle poniżej 0,1 Pa, umożliwiając separację w temperaturach znacznie niższych niż w przypadku konwencjonalnych metod destylacji. System podwójnej destylacji molekularnej składa się z dwóch połączonych ze sobą jednostek destylacji molekularnej działających synchronicznie: pierwszy etap wykonuje wstępne rozdzielenie i zagęszczenie, podczas gdy drugi etap zapewnia końcowe oczyszczenie i doskonalenie. Technologia ta opiera się na zasadzie średniej drogi swobodnej cząsteczek, zgodnie z którą cząsteczki poruszają się bezpośrednio z powierzchni parowania do powierzchni skraplania, bez kolizji międzycząsteczkowych. Główne funkcje podwójnej destylacji molekularnej obejmują usuwanie zanieczyszczeń z związków farmaceutycznych, zagęszczanie ekstraktów naturalnych, oczyszczanie olejków eterycznych oraz przetwarzanie chemicznych związków wrażliwych na temperaturę. Do cech technologicznych tej metody należą precyzyjne systemy regulacji temperatury, pompy do uzyskiwania ultra-wysokiej próżni, specjalne konstrukcje wirników zapewniające zoptymalizowane tworzenie warstwy ciekłej oraz zaawansowane powierzchnie skraplania o zwiększonej wydajności wymiany ciepła. Urządzenie wyposażone jest w zaawansowane systemy automatyki do monitorowania ciśnienia, temperatury oraz przepływu w obu etapach destylacji. Zastosowania obejmują produkcję farmaceutyczną (oczyszczanie leków), produkcję nutraceutyków (zagęszczanie witamin), przetwarzanie składników kosmetycznych, zastosowania w przemyśle spożywczym (izolacja związków nadających smak) oraz przetwarzanie chemiczne (oczyszczanie specjalistycznych związków chemicznych). Proces podwójnej destylacji molekularnej gwarantuje minimalne degradację termiczną przy jednoczesnym maksymalnym zwiększeniu wydajności i stopnia czystości produktu. Technologia ta okazuje się szczególnie wartościowa przy przetwarzaniu związków o punktach wrzenia powyżej 300 °C, materiałów termicznie niestabilnych oraz produktów wymagających specyfikacji ultra-wysokiej czystości. Wielofunkcyjność systemu umożliwia jego pracę w trybie ciągłym lub partiiowym, dostosowując się do różnych skal produkcji i wymagań.