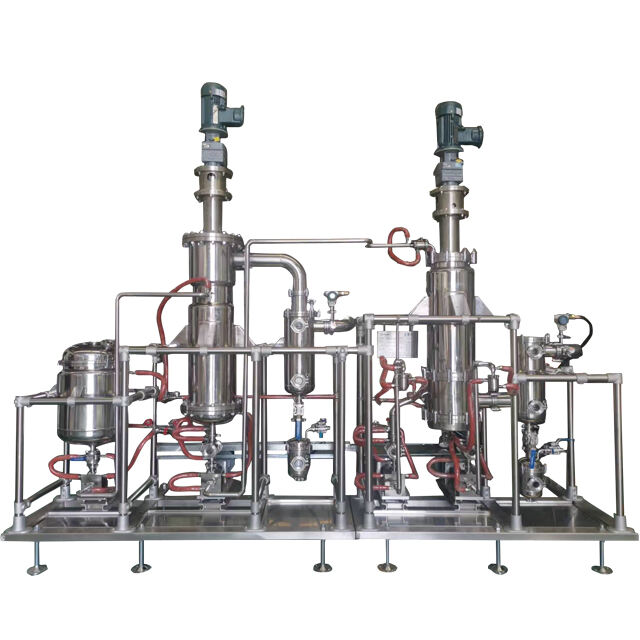
glass molecular distillation unit
The glass molecular distillation unit represents a cutting-edge separation technology that operates under high vacuum conditions to purify heat-sensitive materials with exceptional precision. This sophisticated equipment utilizes the principle of molecular mean free path differences to achieve separation at temperatures significantly lower than traditional distillation methods. The glass molecular distillation unit features a unique design where materials are heated on a rotating evaporator surface while maintaining extremely low pressures, typically ranging from 0.1 to 100 Pa. The short residence time and gentle heating conditions make this technology ideal for processing thermally unstable compounds without degradation. The main functions of a glass molecular distillation unit include concentration, purification, and separation of complex mixtures based on molecular weight differences. The equipment consists of several key components: a heated cylindrical evaporator, an internal condenser, a vacuum system, and precise temperature control mechanisms. The technological features include advanced vacuum pumping systems that maintain consistent low-pressure environments, precision heating elements that provide uniform temperature distribution, and sophisticated control systems that monitor and adjust operational parameters in real-time. The glass construction offers excellent chemical resistance and allows visual monitoring of the distillation process. Applications span across pharmaceutical manufacturing, essential oil purification, vitamin concentration, polymer processing, and fine chemical production. The glass molecular distillation unit excels in processing heat-sensitive materials such as natural extracts, synthetic pharmaceuticals, specialty chemicals, and high-molecular-weight compounds. Industries including cosmetics, food processing, biotechnology, and research laboratories rely on this technology for achieving high-purity products. The equipment's versatility enables continuous or batch processing modes, accommodating various production scales from laboratory research to industrial manufacturing. Temperature ranges typically operate between 50-300°C, making the glass molecular distillation unit suitable for diverse applications requiring gentle yet effective separation processes.