

What Are Stainless Steel Reactors?
Stainless steel reactors are critical components in many chemical processes and extraction techniques. They find widespread use in sectors where reactions happen at extreme pressures and temperatures, think pharmaceutical manufacturing or food production lines. Made primarily from iron mixed with chromium and nickel alloys, these reactors stand up well against corrosion while maintaining structural integrity even when exposed to harsh chemicals over long periods. The material composition gives them an edge in terms of both longevity and heat transfer properties. For plant operators concerned about equipment reliability and process safety, stainless steel remains a go to choice despite higher initial costs compared to other materials on the market today.
Stainless steel reactors are built using materials that stand up well against stains, heat damage, and long term wear and tear, making them great for handling complicated chemical reactions. The market offers different reactor designs. Batch reactors work well for smaller operations where production runs aren't constant, while continuous reactors handle bigger volumes when production needs to keep going without stopping. Pharmaceutical companies depend on these reactors quite a bit because they help preserve the quality of products even when manufacturing at scale. Industry reports show that stainless steel reactors make up around 60% of all reactor installations across various sectors, which explains why so many plants continue to invest in this technology despite newer alternatives entering the market.
Benefits of Stainless Steel in Extraction
Stainless steel stands out in extraction work because it doesn't corrode easily, making reactors last longer and perform better overall. Without this protection, many industrial setups would see their equipment break down faster when exposed to harsh chemicals during processing. Studies indicate that stainless steel holds up against these aggressive conditions pretty well. That means plants can keep running smoothly without constant repairs or replacements, saving money on maintenance in the long run while maintaining production levels.
Stainless steel is really strong stuff that can take a beating from both heat and pressure during industrial extraction work. The material's toughness means operations run smoother while keeping workers safe since it doesn't crack or warp even when things get intense on site. We see this all over the place actually, especially in oil refineries where pipes need to handle super hot fluids without failing, and in food factories too where equipment must resist corrosion from acidic substances day after day.
The pharmaceutical sector stands out as a prime case study for stainless steel reactor usage since these vessels form the core of most drug manufacturing operations. Plants following guidelines such as ASME's Bioprocessing Equipment standard find stainless steel particularly valuable because it satisfies strict quality demands during sensitive extraction processes. These regulations essentially recognize how crucial stainless steel remains for keeping products pure and consistent throughout production cycles. That's why so many manufacturers continue to rely on this metal despite newer alternatives entering the market recently.
How Stainless Steel Reactors Enhance Extraction Yield
Stainless steel reactors are pretty important for getting the most out of extraction processes because they handle heat so well. When running chemical reactions, having good heat spread matters a lot. Stainless steel conducts heat better than many other materials, which means the warmth gets spread evenly throughout the reactor chamber. The result? Temperature stays consistent across the whole system. This consistency saves on energy costs since we don't waste power heating cold spots, and it also cuts down how long reactions take to complete. Labs and manufacturing facilities that switch to stainless steel often see noticeable improvements in both speed and yield from their extraction operations.
Stainless steel reactors offer better mixing that boosts product yields across the board. The design allows materials to blend thoroughly, making sure everything gets mixed properly without any clumps forming. When particles are spread out evenly throughout the mixture, chemical reactions happen faster, which means more of what we want comes out at the end. Many manufacturers who switched to these reactors tell similar stories about their production numbers going up after installation. Some even mention seeing double digit improvements in output within just a few months of operation.
Stainless steel brings some unique advantages that boost how well things run in practice. Most of these reactors come with stuff like mixing arms and sensor systems that adjust when conditions change during processing. This helps keep the output consistent and maintains good quality throughout the whole extraction cycle. The ability to tweak parameters on the fly makes operations smoother and gets better results from the same amount of input material. That's why so many facilities stick with stainless steel reactors when they want to squeeze every last drop of value out of their raw materials without compromising on product standards.
Applications in Key Industries
Stainless steel reactors have become pretty much indispensable across many industrial sectors because they just don't break down over time and work really well under tough conditions. Take the pharmaceutical business for example these big vessels are basically what makes it possible to create medicines, particularly when making products that need exact temperature management and absolute purity standards. What makes them so good at this job is their ability to resist corrosion, which means nothing gets into the mix that shouldn't be there. We see this all the time in antibiotic manufacturing plants where even tiny impurities can ruin entire batches worth thousands of dollars. The stainless steel construction literally acts as a barrier against contamination risks during those critical production stages.
Stainless steel reactors play a really important role in keeping things safe and meeting all those regulations in the food and beverage sector. They help stop unwanted stuff from getting into products and make it much easier to clean everything properly after processing. This matters a lot during operations such as making milk safer through heat treatment or when brewing beer where cleanliness is absolutely essential. Because stainless steel doesn't react with what's inside, it keeps the taste just right and preserves all the good nutrients too. That means manufacturers can produce better tasting drinks and foods without worrying about materials affecting their product quality.
Stainless steel reactors play a key role in petrochemical operations where they're used for making essential chemicals such as ethylene and propylene. These reactors can handle extreme pressures and temperatures which makes them ideal for running those tough chemical reactions safely. Many plant managers report that switching to stainless steel has made their facilities much safer overall while also boosting productivity numbers. The investment pays off in multiple ways, from preventing costly accidents to maintaining consistent output levels even under demanding conditions throughout the industry landscape.
Key Features That Boost Yield
Agitation systems play a vital role in stainless steel reactors across many industrial applications. Without proper mixing, materials tend to settle unevenly, creating hotspots that affect reaction outcomes. When reactants mix thoroughly, they come into better contact with each other, making the whole chemical process work more efficiently. Take pharmaceutical manufacturing as a case in point. Reactors equipped with specially designed blades create better circulation patterns, eliminating those stagnant areas where reactions might not occur properly. This kind of improvement directly translates to higher product yields and fewer batch rejections down the line.
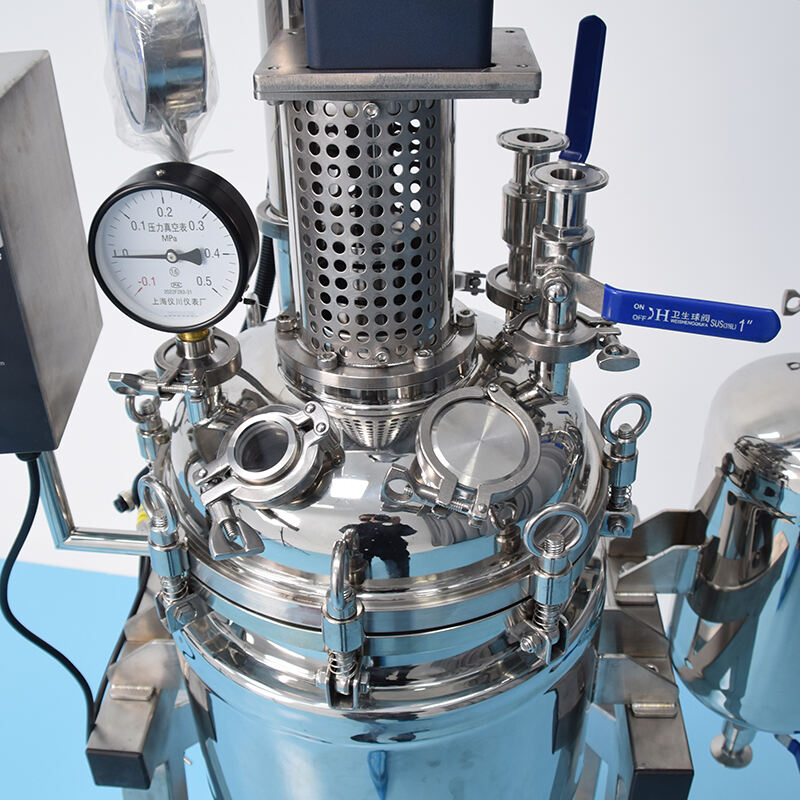
Stainless steel reactors come equipped with advanced temperature control features that really make a difference in how well extraction processes work. Keeping temperatures just right matters a lot because many chemical reactions need stable heat levels to function properly. When operators get this right, they avoid problems like things getting too hot or too cold, which would ruin whatever they're trying to produce. Take dual zone temperature systems for instance these setups let workers manage different parts of the reactor separately. This kind of fine tuning often means faster reactions happen and the final product comes out cleaner too. Many manufacturers have found that investing in better temperature controls pays off big time in both quality and efficiency.
Getting pressure regulation right makes all the difference when it comes to product quality and how much we actually produce. These systems keep reactors running at just the right pressure points, something really important for chemical processes where pressure matters a lot. When pressure isn't controlled properly, things start going wrong fast either producing inferior goods or causing whole batches to fail. Many manufacturers have started incorporating automatic pressure relief systems into their reactor designs lately, and the results speak for themselves. Product batches come out more consistently good, and overall production numbers keep climbing. Some plants report seeing up to 15% better yields after making this switch, according to recent operational reports from the field.
Reactor designs made from stainless steel with those fancy new features really deliver when put to work. Take some of the newer models on the market right now they come packed with digital controls that tie everything together into one system. What sets them apart is how they actually cut down on waste during production while giving operators tons of data points to tweak processes later. These kinds of reactors show just how much difference good engineering can make in real world applications. Manufacturers see better yields across the board plus their maintenance costs drop significantly over time because everything runs smoother from day one.
Tips for Maximizing Extraction Yield
To maximize extraction yield in stainless steel reactors, adhering to specific operating conditions and practices is essential. Below are some expert tips:
- Maintain Optimal Temperature and Pressure Levels: Keep the temperature and pressure within manufacturer-recommended ranges to enhance extraction efficiency and product consistency.
- Regular System Calibration: Routine calibration of sensors and gauges ensures accurate readings, which is critical for maintaining the desired extraction conditions.
- Implement Scheduled Cleaning: Regular cleaning of the reactors prevents buildup of residues that can compromise yield and quality.
- Monitor and Adjust Agitation Speeds: Tailor agitation speeds to the specific extraction process to promote uniform mixing and maximize output.
- Conduct Routine Inspections: Early detection of wear and tear through regular inspections can prevent unexpected downtime and maintain reactor efficiency.
Following these practices not only boosts yield but also extends the lifespan of the reactors. Industry professionals emphasize that continuous monitoring and adjustment based on process demands play a crucial role in sustaining high yield levels over time.
FAQ
What materials are used in the construction of stainless steel reactors?
Stainless steel reactors are constructed from a combination of iron, chromium, and nickel, offering exceptional corrosion resistance and durability.
How do stainless steel reactors benefit the pharmaceutical industry?
They ensure product purity and integrity while resisting contamination due to their corrosion-resistant nature, making them essential for drug synthesis processes.
Why is temperature control crucial in stainless steel reactors?
Precise temperature control is vital for maintaining consistent chemical reactions, preventing overheating or cooling, and ensuring high-quality product outcomes.
What are the key benefits of using stainless steel in extraction processes?
Stainless steel offers remarkable corrosion resistance, durability under high pressure and temperature, and reduces maintenance costs over time.