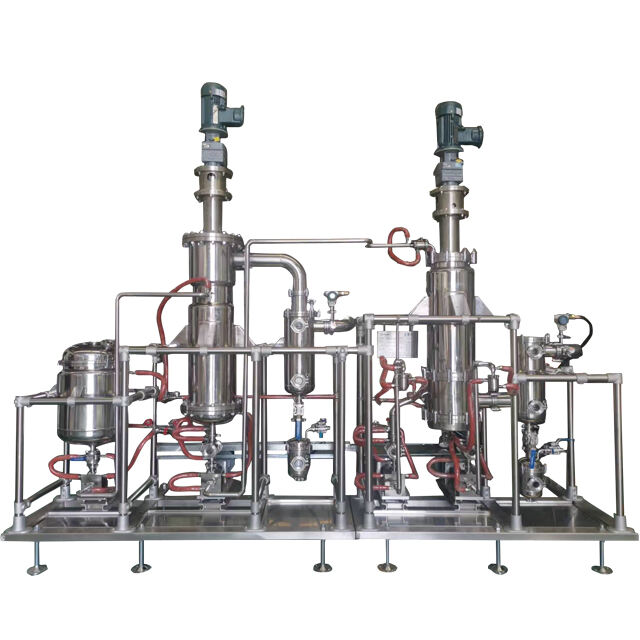
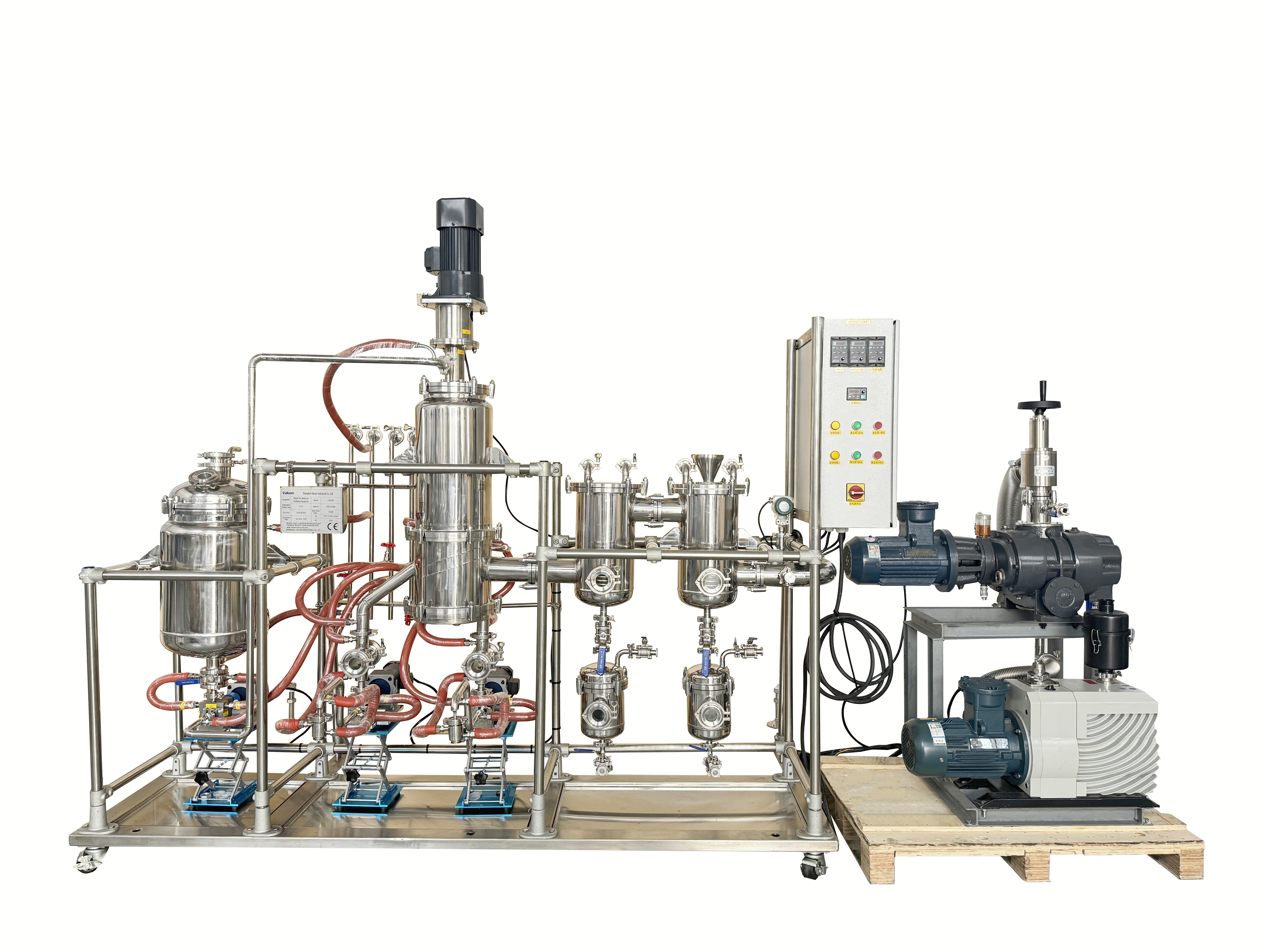
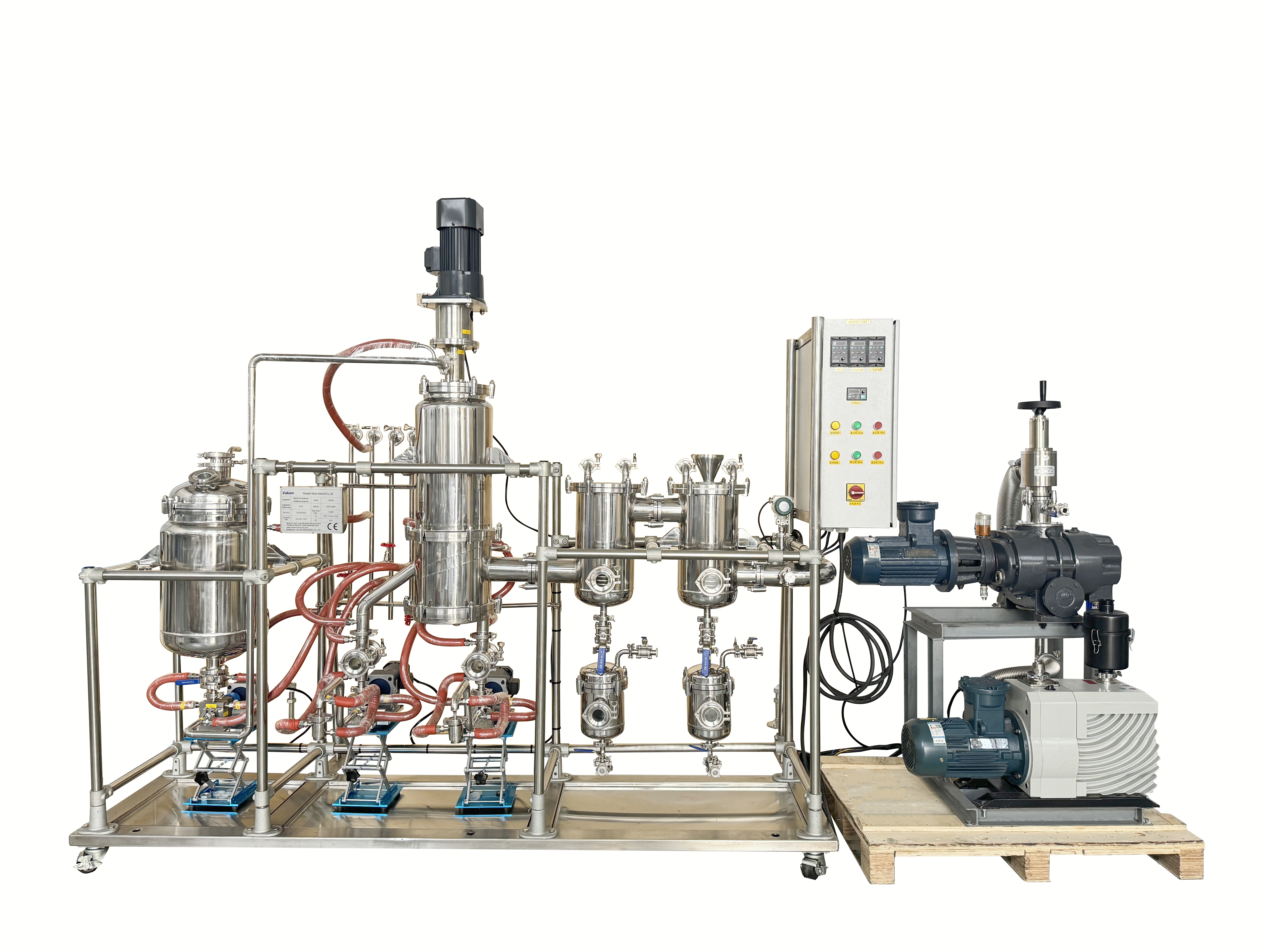
Ultra-Hochvakuum-Verarbeitungskapazität
Das Molekulardestillationsystem überzeugt durch seine revolutionäre Verarbeitungsfähigkeit im ultrahohen Vakuum, wobei es Druckniveaus zwischen 0,1 und 100 Pascal erreicht – ein Druck, der tausendfach niedriger ist als bei herkömmlichen Destillationsverfahren. Diese außergewöhnliche Vakuumumgebung verändert die Physik der molekularen Trennung grundlegend, indem sie die mittlere freie Weglänge der Dampfmoleküle auf Entfernungen erweitert, die vergleichbar mit den Abmessungen der Anlage sind; dadurch werden intermolekulare Kollisionen, wie sie bei Standarddestillationsprozessen üblicherweise auftreten, effektiv eliminiert. Die verlängerte mittlere freie Weglänge ermöglicht es den Molekülen, sich ungehindert direkt von der Verdampfungsfläche zur Kondensationsfläche zu bewegen, sodass eine Trennung ausschließlich aufgrund von Unterschieden in der molekularen Flüchtigkeit – und nicht aufgrund von Siedepunktunterschieden – erfolgt. Dieser präzise Steuermechanismus erweist sich als äußerst wertvoll bei der Verarbeitung thermisch empfindlicher Stoffe, die bei normalem Atmosphärendruck zerfallen würden, darunter pharmazeutische Zwischenprodukte, natürliche Extrakte, hochwertige Öle sowie Spezialchemikalien. Das Vakuumsystem umfasst mehrstufige Pumpentechnologien, die Drehkolbenpumpen, Roots-Gebläse und Diffusionspumpen kombinieren, um diese extremen Bedingungen während langer Verarbeitungszyklen kontinuierlich zu erreichen und aufrechtzuerhalten. Hochentwickelte Vakuumüberwachungssysteme erfassen kontinuierlich die Druckwerte und passen die Pumpkapazität automatisch an, um Systemschwankungen auszugleichen, wodurch optimale Trennbedingungen konstant gehalten werden. Die ultrahohe Vakuumumgebung ermöglicht zudem eine Verarbeitung bei deutlich reduzierten Temperaturen – typischerweise 50 bis 100 Grad Celsius niedriger als bei herkömmlichen Verfahren – was die molekulare Struktur erhält und eine thermische Degradation empfindlicher Verbindungen verhindert. Diese Temperatursenkung ist entscheidend für die Erhaltung der biologischen Aktivität natürlicher Produkte, pharmazeutischer Wirkstoffe und Spezialchemikalien, deren Wirksamkeit bei zu starker Hitzeeinwirkung verloren geht. Das Anlagendesign beinhaltet spezielle Dichtungstechnologien, darunter magnetische Flüssigkeitsdichtungen und O-Ring-Baugruppen, die die Vakuumintegrität gewährleisten, während gleichzeitig mechanische Bewegungen interner Komponenten möglich bleiben. Regelmäßige Wartungsprotokolle stellen eine nachhaltige Vakuumleistung sicher; umfassende Leckdetektionssysteme identifizieren potenzielle Probleme frühzeitig, bevor sie die Prozesseffizienz beeinträchtigen, wodurch eine konsistente Produktqualität gewährleistet und die Betriebszeit der Anlage maximiert wird.