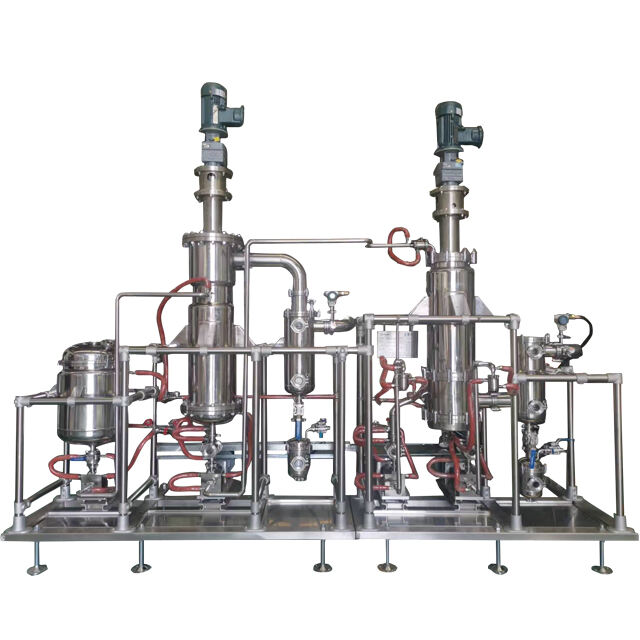
distillation moléculaire à échelle pilote
La distillation moléculaire à échelle pilote représente une technologie révolutionnaire de séparation thermique, spécifiquement conçue pour les laboratoires de recherche et développement souhaitant affiner des matériaux sensibles à la chaleur avec une précision exceptionnelle. Ce matériel sophistiqué fonctionne sous des conditions d’ultra-haut vide, généralement comprises entre 0,001 et 10 Pa, ce qui permet une distillation à des températures remarquablement basses tout en préservant l’intégrité du produit. Le système de distillation moléculaire à échelle pilote opère en créant un environnement dans lequel les molécules peuvent se déplacer librement sans subir de collisions, permettant ainsi une séparation douce fondée sur les différences de masse moléculaire plutôt que sur les variations de points d’ébullition. Ses fonctions principales comprennent la purification de composés organiques complexes, l’élimination d’impuretés indésirables, la concentration de composants valorisés et la préparation d’échantillons de haute qualité destinés à des analyses complémentaires ou à un passage à l’échelle industrielle. Parmi ses caractéristiques technologiques figurent des systèmes de régulation précise de la température avec une exactitude de ±1 °C, des stations de pompage sous vide avancées capables d’atteindre des conditions d’écoulement moléculaire, des surfaces d’évaporation spécialement conçues offrant des performances améliorées de transfert thermique, ainsi que des systèmes de condensation automatisés assurant une récupération efficace du produit. L’équipement est réalisé en acier inoxydable, garantissant une compatibilité chimique optimale et des procédures de nettoyage aisées. Les unités modernes de distillation moléculaire à échelle pilote sont dotées d’interfaces de commande numériques permettant aux opérateurs de surveiller et d’ajuster en temps réel les paramètres du procédé, notamment les débits d’alimentation, les températures, les niveaux de vide et les intervalles de collecte du produit. Ses applications couvrent notamment la recherche pharmaceutique (purification de principes actifs), le développement de nutraceutiques (concentration de vitamines), la raffinerie d’huiles essentielles (formulations cosmétiques), la transformation des polymères (production de produits chimiques spécialisés) et les applications biotechnologiques (purification d’enzymes). La polyvalence de la distillation moléculaire à échelle pilote en fait un outil indispensable pour les organisations exigeant des produits de très haute pureté tout en maintenant des conditions de traitement douces, préservant ainsi les composés thermosensibles.