

A distillation kettle serves as the fundamental component in batch distillation processes, providing precise thermal control and efficient separation of liquid mixtures based on their different boiling points. This critical piece of equipment enables manufacturers across pharmaceutical, chemical, and specialty industries to achieve high-purity separations while maintaining operational flexibility and cost-effectiveness. Understanding how a distillation kettle functions within batch operations reveals its essential role in modern industrial processing and quality control systems.
Essential Components of Distillation Kettle Systems
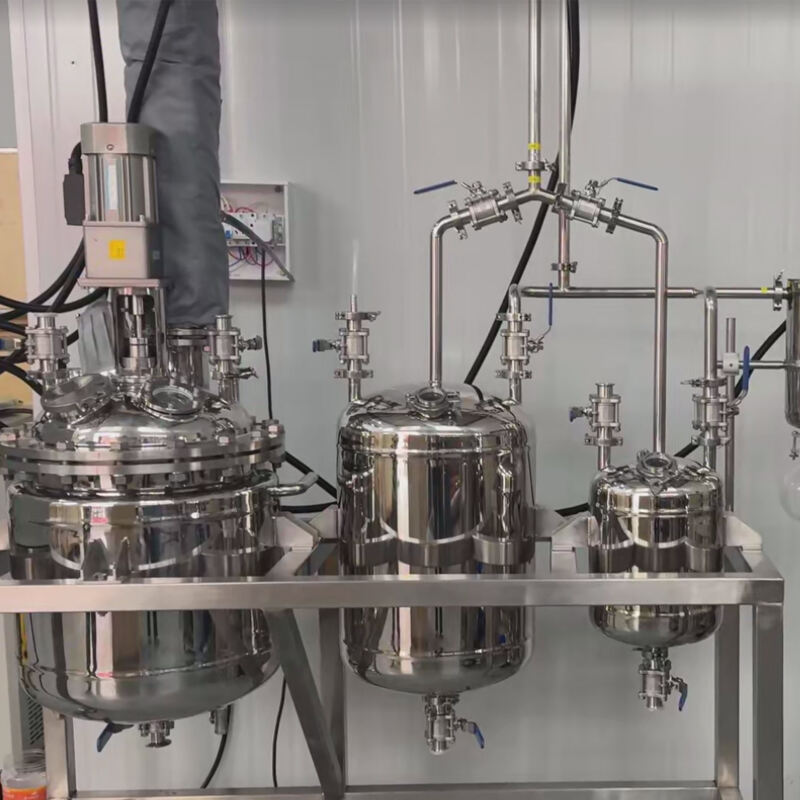
Primary Vessel Design and Construction
The distillation kettle features a robust construction designed to withstand varying temperatures and pressures during batch operations. Modern units incorporate high-grade materials such as borosilicate glass or stainless steel, ensuring chemical compatibility and thermal stability. The vessel geometry optimizes heat distribution while minimizing thermal stress points that could compromise operational integrity. Advanced designs include reinforced connections and standardized fittings that facilitate easy integration with existing processing equipment.
Temperature monitoring systems within the distillation kettle provide real-time feedback for precise process control. Multiple sensor locations ensure uniform heating patterns and prevent localized overheating that could damage sensitive compounds. The kettle's capacity typically ranges from laboratory scale units of 5-20 liters to industrial systems exceeding 1000 liters, accommodating diverse production requirements across different sectors.
Heating and Control Mechanisms
Sophisticated heating elements integrated into the distillation kettle enable accurate temperature regulation throughout batch cycles. These systems often feature programmable controllers that maintain consistent thermal profiles while adapting to changing process conditions. Variable power settings allow operators to adjust heating rates based on mixture characteristics and desired separation efficiency. Safety interlocks prevent overheating and ensure operator protection during extended operation periods.
Digital control interfaces provide comprehensive monitoring capabilities, displaying critical parameters such as internal temperature, heating power consumption, and operational time elapsed. Advanced units incorporate data logging functions that create detailed batch records for quality assurance and regulatory compliance purposes. Remote monitoring capabilities enable process oversight from centralized control rooms, enhancing operational efficiency and reducing manual intervention requirements.
Operational Principles in Batch Distillation
Vapor-Liquid Equilibrium Management
The distillation kettle establishes optimal conditions for vapor-liquid equilibrium, enabling effective component separation based on volatility differences. As the mixture reaches its boiling point, the distillation kettle maintains consistent energy input to sustain vaporization rates while preventing excessive turbulence that could reduce separation efficiency. Precise temperature control ensures that target components vaporize at their designated conditions without thermal degradation.
The kettle's design facilitates smooth vapor flow toward the distillation column or condensation system, minimizing pressure drops that could affect separation performance. Proper vapor management prevents entrainment of liquid droplets that would contaminate the distillate and reduce product purity. Strategic vapor outlet positioning optimizes flow patterns while maintaining thermal equilibrium throughout the vessel volume.
Heat Transfer Optimization
Efficient heat transfer mechanisms within the distillation kettle ensure uniform temperature distribution and minimize energy consumption during batch processing. The heating system design considers thermal conductivity properties of processed materials and adjusts energy delivery accordingly. Insulation systems reduce heat loss to the environment while maintaining operator safety and energy efficiency standards.
Advanced heat transfer surfaces maximize contact area between heating elements and process fluids, accelerating thermal equilibration and reducing processing time requirements. The distillation kettle incorporates design features that promote natural convection currents, ensuring consistent temperature profiles throughout the liquid volume. These optimization strategies directly impact separation efficiency and overall batch productivity metrics.
Process Control and Automation Features
Automated Sequence Management
Modern distillation kettle systems integrate sophisticated automation capabilities that manage complete batch sequences from initial charging through final product collection. Programmable logic controllers coordinate heating profiles, timing sequences, and safety monitoring functions to ensure consistent results across multiple batch runs. These automated systems reduce operator workload while maintaining precise control over critical process parameters.
Recipe management features allow storage and recall of optimized operating parameters for different product formulations, streamlining production changeovers and minimizing setup time requirements. The distillation kettle automation system can interface with plant-wide control networks, enabling coordinated operation with upstream and downstream processing equipment. Batch tracking capabilities provide complete production history records for quality assurance and regulatory documentation purposes.
Safety and Monitoring Systems
Comprehensive safety systems integrated into the distillation kettle protect personnel and equipment while maintaining process integrity during batch operations. Temperature monitoring circuits provide multiple layers of protection against overheating scenarios that could damage products or create hazardous conditions. Pressure relief systems prevent excessive internal pressure buildup while maintaining proper operating conditions.
Real-time monitoring capabilities track critical parameters including temperature profiles, heating power consumption, and vapor generation rates throughout each batch cycle. Alarm systems alert operators to deviations from normal operating ranges, enabling prompt corrective action to prevent product loss or equipment damage. The distillation kettle monitoring system generates detailed operational reports that support process optimization efforts and regulatory compliance requirements.
Industrial Applications and Performance Benefits
Pharmaceutical Manufacturing Applications
The distillation kettle plays a crucial role in pharmaceutical manufacturing processes, enabling purification of active ingredients and removal of impurities that could affect drug efficacy or safety. Batch distillation operations provide the flexibility required for producing multiple product grades within the same facility while maintaining strict quality standards. Temperature-sensitive compounds benefit from the precise thermal control capabilities inherent in modern kettle designs.
Regulatory compliance requirements in pharmaceutical applications demand extensive documentation and validation of distillation kettle performance characteristics. These systems must demonstrate consistent operation across defined parameter ranges while maintaining product quality specifications. The ability to process small batches economically makes the distillation kettle ideal for specialty pharmaceutical production and research applications where flexibility and precision are paramount.
Chemical Processing and Specialty Products
Chemical manufacturing operations utilize distillation kettle systems for producing high-purity solvents, intermediates, and specialty chemicals that require precise separation control. The batch processing approach enables production of multiple product grades using the same equipment, maximizing facility utilization while minimizing capital investment requirements. Process flexibility accommodates varying feed compositions and product specifications without extensive equipment modifications.
The distillation kettle supports sustainable manufacturing practices by enabling solvent recovery and recycling operations that reduce waste generation and environmental impact. Energy-efficient heating systems minimize operating costs while maintaining separation performance standards. Advanced process control capabilities optimize batch cycles to reduce processing time and improve overall productivity metrics across diverse chemical manufacturing applications.
Maintenance and Operational Best Practices
Preventive Maintenance Protocols
Regular maintenance procedures ensure reliable distillation kettle performance and extend equipment service life through systematic inspection and component replacement schedules. Thermal system components require periodic calibration to maintain temperature accuracy and prevent drift that could affect separation efficiency. Cleaning protocols between batches prevent cross-contamination and maintain product quality standards across different formulations.
Comprehensive maintenance documentation tracks component performance history and identifies potential failure modes before they impact production operations. The distillation kettle maintenance program includes inspection of heating elements, temperature sensors, and control system components that are critical for proper operation. Spare parts inventory management ensures availability of essential components to minimize unplanned downtime events.
Optimization Strategies for Enhanced Performance
Process optimization techniques maximize distillation kettle efficiency through systematic evaluation of operating parameters and their impact on separation performance. Data analysis tools identify optimal heating profiles, batch timing, and temperature control settings that minimize energy consumption while maintaining product quality specifications. Continuous improvement initiatives focus on reducing cycle times and increasing throughput without compromising separation efficiency.
Advanced process modeling capabilities enable prediction of distillation kettle performance under varying operating conditions, supporting decision-making for process modifications and capacity planning. These optimization efforts contribute to improved profitability through reduced energy costs, increased productivity, and enhanced product quality consistency. Regular performance benchmarking ensures continued adherence to established efficiency targets and identifies opportunities for further improvement.
FAQ
What factors determine the appropriate size for a distillation kettle in batch operations
The distillation kettle size selection depends on batch volume requirements, processing time constraints, and available facility space. Larger kettles provide economies of scale for high-volume production but require longer heating and cooling times. Smaller units offer greater flexibility for multiple product campaigns and faster batch turnaround times. Heat transfer capabilities and temperature uniformity considerations also influence optimal sizing decisions for specific applications.
How does temperature control accuracy affect separation efficiency in batch distillation
Precise temperature control within the distillation kettle directly impacts separation efficiency by maintaining optimal vapor-liquid equilibrium conditions throughout the batch cycle. Temperature variations can cause incomplete separations or product degradation, reducing yield and quality. Advanced control systems maintain temperature stability within narrow ranges, ensuring consistent separation performance and reproducible product quality across multiple batch runs.
What safety considerations are essential when operating a distillation kettle system
Safety protocols for distillation kettle operation include proper ventilation systems to manage vapor emissions, temperature monitoring to prevent overheating, and emergency shutdown procedures for abnormal conditions. Personnel training on safe operating procedures and emergency response protocols is essential. Regular inspection of safety systems including pressure relief devices and temperature interlocks ensures continued protection for operators and equipment during batch processing operations.
How can automation improve batch distillation kettle performance and consistency
Automation systems enhance distillation kettle performance by providing precise control over heating profiles, timing sequences, and process parameters that affect separation efficiency. Automated systems reduce human error potential while maintaining consistent operating conditions across multiple batches. Recipe management capabilities enable rapid changeovers between different products while maintaining optimal process settings for each formulation, improving overall productivity and product quality consistency.
Table of Contents
- Essential Components of Distillation Kettle Systems
- Operational Principles in Batch Distillation
- Process Control and Automation Features
- Industrial Applications and Performance Benefits
- Maintenance and Operational Best Practices
-
FAQ
- What factors determine the appropriate size for a distillation kettle in batch operations
- How does temperature control accuracy affect separation efficiency in batch distillation
- What safety considerations are essential when operating a distillation kettle system
- How can automation improve batch distillation kettle performance and consistency