Aplicações Versáteis e Qualidade Superior do Produto
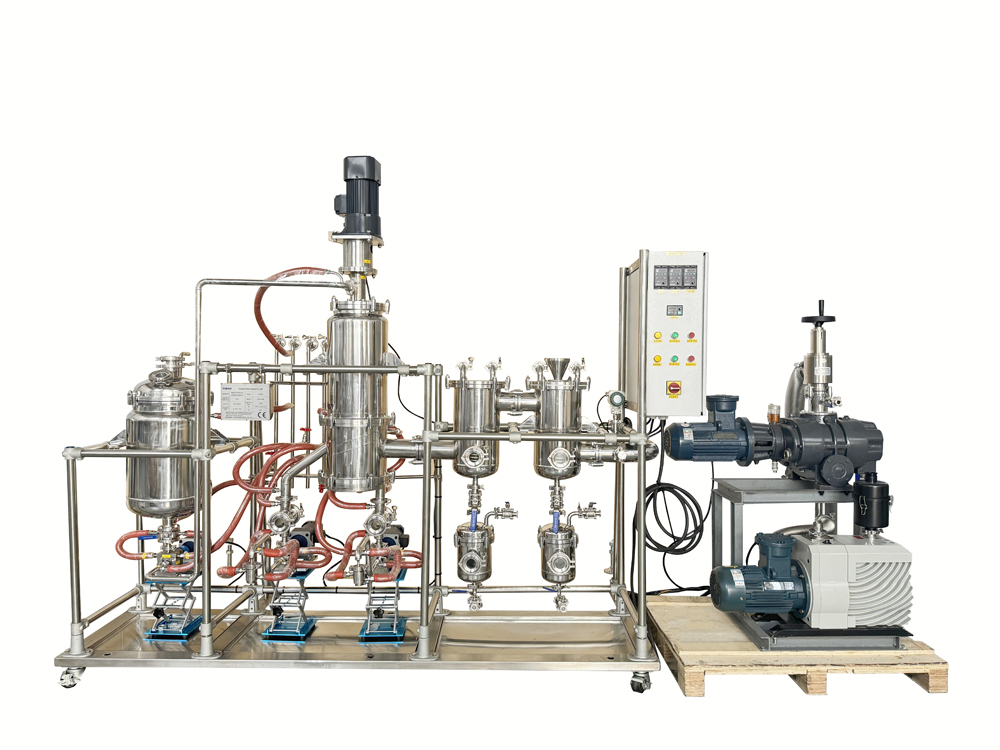
O sistema de evaporador de filme raspado demonstra versatilidade excepcional em numerosas indústrias, ao mesmo tempo que fornece consistentemente qualidade superior do produto, superando os métodos convencionais de processamento. Essa tecnologia destaca-se em aplicações farmacêuticas, onde a concentração de princípios ativos (API), a recuperação de solventes e a purificação exigem manipulação suave e padrões elevados de pureza. O sistema processa princípios ativos farmacêuticos sem degradação, mantendo a integridade molecular e a eficácia terapêutica durante os processos de concentração e purificação. A indústria química beneficia-se da capacidade do sistema de evaporador de filme raspado de lidar com materiais corrosivos, polímeros de alta viscosidade e produtos químicos especiais, cujo processamento representa um desafio para equipamentos tradicionais. A tecnologia permite a produção de produtos químicos ultra-puros, removendo impurezas em traços e alcançando níveis de concentração impossíveis por outros métodos. As indústrias de alimentos e bebidas utilizam esses sistemas para produzir sabores concentrados, extratos e produtos naturais, preservando o valor nutricional e as propriedades organolépticas. O sistema de evaporador de filme raspado processa concentrados de frutas, produtos lácteos e extratos botânicos sem danos térmicos, mantendo a cor, o sabor e a integridade nutricional. As aplicações ambientais incluem a recuperação de solventes residuais, o tratamento de materiais perigosos e a recuperação de recursos a partir de efluentes industriais, apoiando iniciativas de economia circular e o cumprimento de requisitos regulatórios. O sistema alcança taxas de recuperação superiores a 95% para muitos solventes, proporcionando economias significativas de custos e benefícios ambientais. As aplicações na área de biotecnologia abrangem a concentração de enzimas, o processamento de caldos de fermentação e a produção de biocombustíveis, nos quais a manipulação suave preserva a atividade biológica. O sistema de evaporador de filme raspado acomoda materiais sensíveis ao pH e mantém condições estéreis quando necessário para aplicações farmacêuticas e de biotecnologia. Os benefícios em termos de qualidade incluem especificações de produto consistentes, variação mínima entre lotes e conformidade com rigorosos padrões regulatórios, incluindo os requisitos da FDA, da EMA e das Boas Práticas de Fabricação (cGMP). A tecnologia permite o processamento de materiais anteriormente considerados difíceis ou até impossíveis de concentrar, ampliando as possibilidades de desenvolvimento e fabricação de produtos. As capacidades de operação contínua apoiam a produção em larga escala, mantendo simultaneamente padrões de qualidade artesanal, preenchendo a lacuna entre o desenvolvimento em laboratório e a fabricação comercial. A adaptabilidade do sistema de evaporador de filme raspado a diversas aplicações torna-o um ativo inestimável para empresas que buscam soluções flexíveis e de alta qualidade para processamento, capazes de evoluir conforme as demandas cambiantes do mercado.